本文目录一览
如何在机器过程中解决问题以及外部轮廓铣削和圆形腔机器过程。
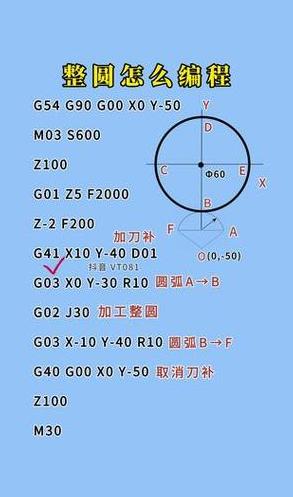
首先,我们将与一个圆形的老板和球形腔一起工作。
在处理之前,我们需要阐明设备轨迹的布置:首先处理外轮廓,并使用直径为1 0毫米的端机磨机。
该程序中涉及的参数为:刀具直径1 0 mm(D01 = 5 ),刀具直径1 3 毫米(D02 = 1 3 )。
外部轮廓铣削的过程如下:使用T01 M6 命令来设置工具,然后将设备移至机器点,并通过一系列说明(例如G9 0,G5 4 ,G4 0,G4 0,G4 3 H1 ,G00)等指令进行铣削 在该计划中,我们使用G1 指令线性移动并将其与G4 1 结合起来,以补偿设备以实现ARC处理。
该程序还包括移动和旋转设备的说明。
加工圆形腔时,我们还使用垂直切割器,然后在弧中切入和输出。
工具定位是通过诸如G9 0,G5 4 ,G4 0,G4 3 H1 ,G00等的说明进行的,然后通过G1 和G4 1 等说明进行的,是通过指令进行线性运动和ARC处理。
该计划还包括设备运动和旋转等说明,以确保处理的准确性和效率。
但是,在实际的处理过程中,我们可以承受完全设备到残留物质的问题
4 5 度倒角很简单,将6 0mm的外圆直径取2 mm倒角,首先从直径上扣除4 mm(工具X工具是用直径编程的,如果是半径编程,则还原2 毫米)。
该程序为:G00x5 6 ,Z0。
G01 X6 0Z-2 ,F0.1 例如,如果内孔是另一种方式,例如,内孔为6 0mm,则使用6 0mm+4 mm程序,如下所示:G00X6 4 Z0G01 X6 0Z-2 让我说出其他话。
格式G9 0:g9 0x(u)xxz(w)xxrxxfxxg9 2 g9 2 x格式(u)xxz(w)xxfxxg9 4 g9 4 x格式(u)xxz(w)xxrxxfxx。
FANUC系统的编程说明:准备功能(功能G)准备功能G用于指定工具和胚胎,机床坐标系统挂钩,协调平面,工具,错误分布和其他处理活动的相对轨迹。
辅助功能(M)辅助功能代码用于指导连接并关闭CNC机床,例如旋转/旋转轴,打开/关闭液体,夹紧/释放,更换工具等。
坐标和坐标系指南:设置工作坐标系 - 集合G9 2 格式:g9 2 x_y_z_x,y,z,是胚胎坐标系统中当前工具位置的坐标。
G9 2 命令通过将起始工具点的位置与胚胎坐标集相比,通过放置启动工具点的位置来设置坐标系。
2 设置了此坐标系后,坐标的位置引导下一个链的绝对值是该胚胎坐标系统中的坐标值。
例如:G9 2 X2 0Y1 0Z1 0 扩展信息:硬利用:主轴控制电路是主轴发动机的闭环和旋转,它与剥削轴(Z轴)的数据供应完全同步,因为它可以达到高速并利用高精度。
一般处理周期:一般处理周期可以通过简单的说明创建一系列切割路径。
例如,可以确定胚胎的最终记录,并且可以自动创建许多RAW CAR的刀运行,从而简化车床的运输。
圆柱插值:它适合切割圆柱体上的凹槽,并且可以根据圆柱体表面的膨胀图进行编程。
直接尺寸编程:您可以直接指定大小,例如倾斜角,斜角值,直线的角度半径的值。
记忆错误的补偿可以补偿机械系统中的错误,例如螺钉高度和以参数形式存储在CNC内存中的补偿数据。
参考:百度百科全书系统
第二叶X9 4 : :G0Z1 00X1 00M5 : 这主要取决于汽车是哪个方向
主要区别是R。
以下是FANUC系统的G9 0格式。
外部圆形周期函数(G9 0):可以用于处理圆桌,内孔和圆锥形表面。
基本工具运动包括四个运动:切割,切割,撤回和返回位置。
格式:G9 0XZRF说明:X,Z:切割点坐标R:车辆减去端点射线的起点。
不添加R,它是直线的外圆。
F:食物速度如果我的答案对您有用,请及时采用它作为最佳答案。
。
根据不同循环跟踪的途径,可以区分组合和组合循环指令的周期。
(1 )简单的循环周期说明,用于简单的几何和单个工具路径,您可以使用固定的循环指令对工具程序进行编程。
该工具分为默认周期命令中的四个步骤:进料,切割和返回。
1 )外部循环指令循环指令-G9 0 X(U)指令:_R_F_指令功能:外部圆形切割和锥形切割周期。
工具从周期的点转到工具路径的轨道,并最终返回到周期的阶段。
图片中的行点击是一个快速路径。
F.表示固体食物迅速迅速。
外部讽刺循环周期循环周期循环周期循环周期循环周期循环循环循环循环循环循环循环循环循环循环周期循环循环循环周期循环循环周期循环循环循环循环循环循环周期循环周期循环周期循环周期循环周期循环周期循环循环循环代表 X轴的起点和终点是极其预期的交换周期说明。
程序。
G9 0X4 0Z2 0F3 0 A-E-F-AX2 0 A-E-F-AX2 0 A-F-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 图1 4 如锥形周期指令所示,用于编程说明。
G9 0X4 0Z2 0-5 F3 0A-B-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0(G9 4 命令功能:_R_F_仪式和taper的面孔均可切割。
该工具从循环的循环开始,最终显示了face cyper①X和Z。
表示工具的开始。
②u和w的自行车成分由自行车的微不足道点表示,③R可以增强浪漫的初始调节,在临时Z小队的谈判过程中。
代表④F的进料速度。
例如,如图1 7 所示,ENT-FACE周期指令用于编程。
G9 4 X2 0Z1 6 F3 0 A-G-F-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-AS1 0 G9 4 X2 0Z3 4 R-4 F3 0 A-B-C-A-E-G-A-E-G-A-E-G-AZ2 9 A-E-G-AZ2 9 A-E-G-AZ2 9 A-G-AZ2 9 A-G-AZ2 9 A-G-SHAZ2 9 可以以更复杂的形式进行以更复杂的模式中使用零件。
仅当编程是编程程序时,仅最终路线和径向轴向指南。
该系统将自动计算粗糙的活动和良好维修的动作。
因此,程序性能更高。
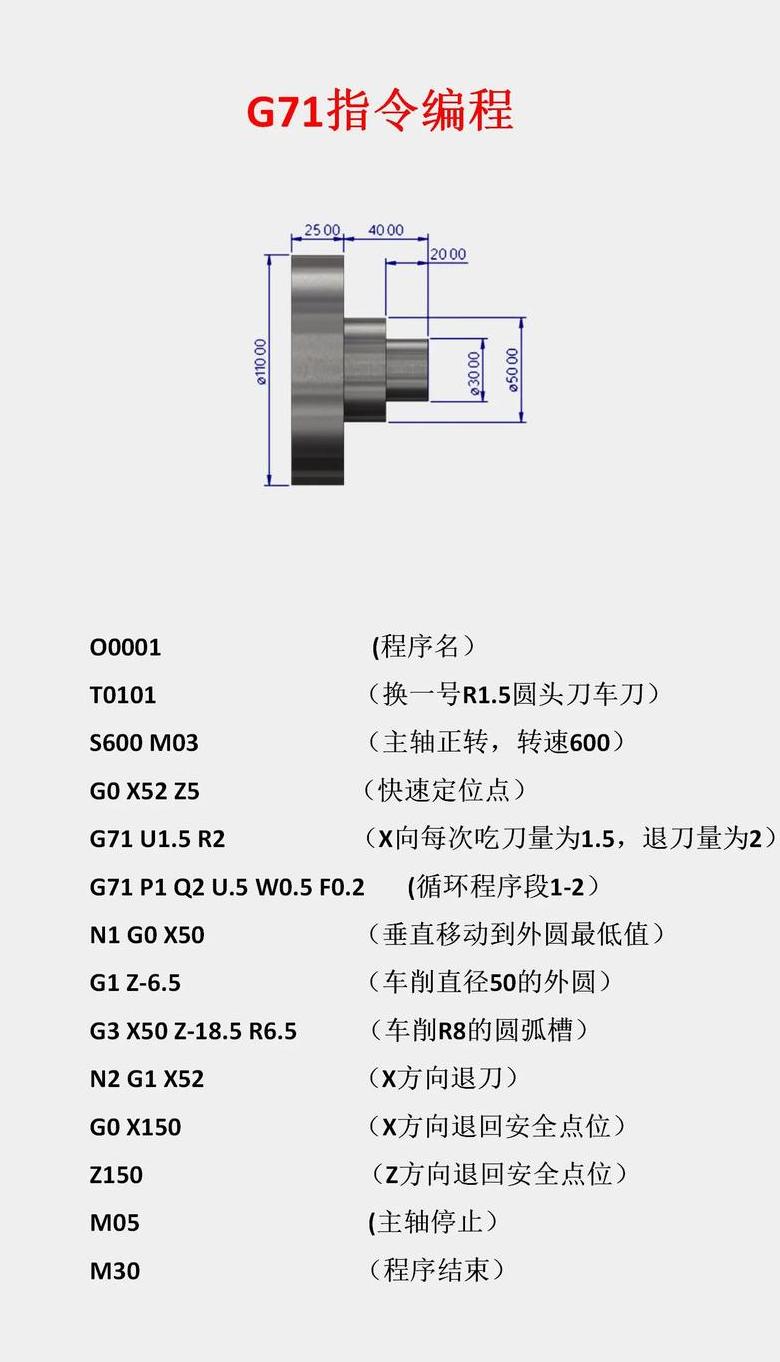
G7 1 ,G7 2 和G7 3 中的G7 1 ,G7 2 和G7 3 ,G7 1 ,G7 1 ,G7 1 ,G7 1 ,G7 1 ,Groove,凹槽,凹槽,凹槽,凹槽。
G7 6 是周期命令。
1 )外部圆周循环(G7 1 )命令格式:g7 1 ΔDREG7 1 pnsqnfučuwffwfd A-A-A-A-A-A-A-A-A-B是最终路线。
图1 9 外部社区同情循环复合循环复合周期指令 - ①ΔE代表缩短的时间(放射学值),而没有正面和负面特征。
积极和负号的特征; 指示饰面轨道的第一个程序的序列编号; 指出了最终计划的最终计划的最终计划的顺序数; ⑤ΔU描述了X中的最终倍倍和直径值,如图2 1 所示,使用了编辑粗糙的Roung循环循环循环循环循环肠道摄影。
ပုံ (2 1 ) Ener Circrought processing composite composite commosite composite cycle ၏ဥပမာ N01 0GG5 0X1 00N0n0G7 1 U2 r1 N04 0G7 1 U2 r1 N04 0G7 0G7 0G7 0G7 0G7 0G7 0G7 0N0G01 0N01 01 0N0G01 W-1 0n08 .5 n08 .5 .5 001 0w01 W01 W01 W01 W01 W01 W01 W01 W01 W08 .5 01 01 01 0N08 .5 01 0N08 .5 01 01 0N08 .5 01 01 0G01 W01 w-1 0N9 01 01 01 0G01 w-1 0N9 01 01 0N08 .5 01 0G01 W-5 N9 0 N1 00G02 x2 9 W-7 .3 4 8 R7 .5 n1 1 0G01 W-1 2 .6 5 0n1 2 0X1 0N1 2 0Q1 2 0F3 0p5 00F3 0p5 00Q2 0F3 0p5 0WF3 0p5 0WF3 0p5 0W02 0p3 0p3 0P3 0p3 0p3 0p5 0P3 0p3 0p3 0p5 0p3 0p3 0p3 0p3 0p3 0p5 0p3 2 0ပြုပြင်ခြင်းစရိတ်။ 二氢钾酸性数,在马铃薯炎症的早期阶段的指示(花朵流量高)
- FANUC数控铣床编程实例11-轮廓铣削铣削整圆-圆形腔
- 讲述一下Fanuc 系统的数控车床G94.G90编程以及45度30度倒角是如何编程的
- 急求FANUC数控车床用G99 G94/G90编程详解,及加工思路
- 数控车床编程G90格式
- 如何运用复合型车削固定循环指令进行零件编程
FANUC数控铣床编程实例11-轮廓铣削铣削整圆-圆形腔
本文将详细介绍FANUC CNC铣床编程的使用来实现圆形腔的加工。如何在机器过程中解决问题以及外部轮廓铣削和圆形腔机器过程。
首先,我们将与一个圆形的老板和球形腔一起工作。
在处理之前,我们需要阐明设备轨迹的布置:首先处理外轮廓,并使用直径为1 0毫米的端机磨机。
该程序中涉及的参数为:刀具直径1 0 mm(D01 = 5 ),刀具直径1 3 毫米(D02 = 1 3 )。
外部轮廓铣削的过程如下:使用T01 M6 命令来设置工具,然后将设备移至机器点,并通过一系列说明(例如G9 0,G5 4 ,G4 0,G4 0,G4 3 H1 ,G00)等指令进行铣削 在该计划中,我们使用G1 指令线性移动并将其与G4 1 结合起来,以补偿设备以实现ARC处理。
该程序还包括移动和旋转设备的说明。
加工圆形腔时,我们还使用垂直切割器,然后在弧中切入和输出。
工具定位是通过诸如G9 0,G5 4 ,G4 0,G4 3 H1 ,G00等的说明进行的,然后通过G1 和G4 1 等说明进行的,是通过指令进行线性运动和ARC处理。
该计划还包括设备运动和旋转等说明,以确保处理的准确性和效率。
但是,在实际的处理过程中,我们可以承受完全设备到残留物质的问题
讲述一下Fanuc 系统的数控车床G94.G90编程以及45度30度倒角是如何编程的
G9 9 结束了切割周期,切割周期在G9 0之外。4 5 度倒角很简单,将6 0mm的外圆直径取2 mm倒角,首先从直径上扣除4 mm(工具X工具是用直径编程的,如果是半径编程,则还原2 毫米)。
该程序为:G00x5 6 ,Z0。
G01 X6 0Z-2 ,F0.1 例如,如果内孔是另一种方式,例如,内孔为6 0mm,则使用6 0mm+4 mm程序,如下所示:G00X6 4 Z0G01 X6 0Z-2 让我说出其他话。
格式G9 0:g9 0x(u)xxz(w)xxrxxfxxg9 2 g9 2 x格式(u)xxz(w)xxfxxg9 4 g9 4 x格式(u)xxz(w)xxrxxfxx。
FANUC系统的编程说明:准备功能(功能G)准备功能G用于指定工具和胚胎,机床坐标系统挂钩,协调平面,工具,错误分布和其他处理活动的相对轨迹。
辅助功能(M)辅助功能代码用于指导连接并关闭CNC机床,例如旋转/旋转轴,打开/关闭液体,夹紧/释放,更换工具等。
坐标和坐标系指南:设置工作坐标系 - 集合G9 2 格式:g9 2 x_y_z_x,y,z,是胚胎坐标系统中当前工具位置的坐标。
G9 2 命令通过将起始工具点的位置与胚胎坐标集相比,通过放置启动工具点的位置来设置坐标系。
2 设置了此坐标系后,坐标的位置引导下一个链的绝对值是该胚胎坐标系统中的坐标值。
例如:G9 2 X2 0Y1 0Z1 0 扩展信息:硬利用:主轴控制电路是主轴发动机的闭环和旋转,它与剥削轴(Z轴)的数据供应完全同步,因为它可以达到高速并利用高精度。
一般处理周期:一般处理周期可以通过简单的说明创建一系列切割路径。
例如,可以确定胚胎的最终记录,并且可以自动创建许多RAW CAR的刀运行,从而简化车床的运输。
圆柱插值:它适合切割圆柱体上的凹槽,并且可以根据圆柱体表面的膨胀图进行编程。
直接尺寸编程:您可以直接指定大小,例如倾斜角,斜角值,直线的角度半径的值。
记忆错误的补偿可以补偿机械系统中的错误,例如螺钉高度和以参数形式存储在CNC内存中的补偿数据。
参考:百度百科全书系统
急求FANUC数控车床用G99 G94/G90编程详解,及加工思路
通常在电源中预先确定FANUC,因此通常没有最后一个表面切割器G9 4 示例:GOX1 00Z1 :G9 4 X8 0Z -2 F0.2 :X8 0Z在-2 驱动器中以-2 驱动到-2 ,然后在-2 驱动器,然后在-2 驱动第二个刀片Z -4 : :G0Z1 00X1 00M5 : G9 0外部圆圈圆圈示例:GOX1 00Z1 :G9 0X9 7 Z -1 0F0.2 :X9 7 Z中的CAR X9 7 Z指南Care Care in -1 0,然后在-1 0中返回到X1 00Z1 的位置。第二叶X9 4 : :G0Z1 00X1 00M5 : 这主要取决于汽车是哪个方向
数控车床编程G90格式
不同的CNC系统的格式略有不同。主要区别是R。
以下是FANUC系统的G9 0格式。
外部圆形周期函数(G9 0):可以用于处理圆桌,内孔和圆锥形表面。
基本工具运动包括四个运动:切割,切割,撤回和返回位置。
格式:G9 0XZRF说明:X,Z:切割点坐标R:车辆减去端点射线的起点。
不添加R,它是直线的外圆。
F:食物速度如果我的答案对您有用,请及时采用它作为最佳答案。
如何运用复合型车削固定循环指令进行零件编程
循环命令可用于减少程序的时间程序,以进食和喂食自行车机。。
根据不同循环跟踪的途径,可以区分组合和组合循环指令的周期。
(1 )简单的循环周期说明,用于简单的几何和单个工具路径,您可以使用固定的循环指令对工具程序进行编程。
该工具分为默认周期命令中的四个步骤:进料,切割和返回。
1 )外部循环指令循环指令-G9 0 X(U)指令:_R_F_指令功能:外部圆形切割和锥形切割周期。
工具从周期的点转到工具路径的轨道,并最终返回到周期的阶段。
图片中的行点击是一个快速路径。
F.表示固体食物迅速迅速。
外部讽刺循环周期循环周期循环周期循环周期循环周期循环循环循环循环循环循环循环循环循环循环周期循环循环循环周期循环循环周期循环循环循环循环循环循环周期循环周期循环周期循环周期循环周期循环周期循环循环循环代表 X轴的起点和终点是极其预期的交换周期说明。
程序。
G9 0X4 0Z2 0F3 0 A-E-F-AX2 0 A-E-F-AX2 0 A-F-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 A-G-AX2 0 图1 4 如锥形周期指令所示,用于编程说明。
G9 0X4 0Z2 0-5 F3 0A-B-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-G-F-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0 A-E-F-AX2 0(G9 4 命令功能:_R_F_仪式和taper的面孔均可切割。
该工具从循环的循环开始,最终显示了face cyper①X和Z。
表示工具的开始。
②u和w的自行车成分由自行车的微不足道点表示,③R可以增强浪漫的初始调节,在临时Z小队的谈判过程中。
代表④F的进料速度。
例如,如图1 7 所示,ENT-FACE周期指令用于编程。
G9 4 X2 0Z1 6 F3 0 A-G-F-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-A-G-AS1 0 G9 4 X2 0Z3 4 R-4 F3 0 A-B-C-A-E-G-A-E-G-A-E-G-AZ2 9 A-E-G-AZ2 9 A-E-G-AZ2 9 A-G-AZ2 9 A-G-AZ2 9 A-G-SHAZ2 9 可以以更复杂的形式进行以更复杂的模式中使用零件。
仅当编程是编程程序时,仅最终路线和径向轴向指南。
该系统将自动计算粗糙的活动和良好维修的动作。
因此,程序性能更高。
G7 1 ,G7 2 和G7 3 中的G7 1 ,G7 2 和G7 3 ,G7 1 ,G7 1 ,G7 1 ,G7 1 ,G7 1 ,Groove,凹槽,凹槽,凹槽,凹槽。
G7 6 是周期命令。
1 )外部圆周循环(G7 1 )命令格式:g7 1 ΔDREG7 1 pnsqnfučuwffwfd A-A-A-A-A-A-A-A-A-B是最终路线。
图1 9 外部社区同情循环复合循环复合周期指令 - ①ΔE代表缩短的时间(放射学值),而没有正面和负面特征。
积极和负号的特征; 指示饰面轨道的第一个程序的序列编号; 指出了最终计划的最终计划的最终计划的顺序数; ⑤ΔU描述了X中的最终倍倍和直径值,如图2 1 所示,使用了编辑粗糙的Roung循环循环循环循环循环肠道摄影。
ပုံ (2 1 ) Ener Circrought processing composite composite commosite composite cycle ၏ဥပမာ N01 0GG5 0X1 00N0n0G7 1 U2 r1 N04 0G7 1 U2 r1 N04 0G7 0G7 0G7 0G7 0G7 0G7 0G7 0N0G01 0N01 01 0N0G01 W-1 0n08 .5 n08 .5 .5 001 0w01 W01 W01 W01 W01 W01 W01 W01 W01 W08 .5 01 01 01 0N08 .5 01 0N08 .5 01 01 0N08 .5 01 01 0G01 W01 w-1 0N9 01 01 01 0G01 w-1 0N9 01 01 0N08 .5 01 0G01 W-5 N9 0 N1 00G02 x2 9 W-7 .3 4 8 R7 .5 n1 1 0G01 W-1 2 .6 5 0n1 2 0X1 0N1 2 0Q1 2 0F3 0p5 00F3 0p5 00Q2 0F3 0p5 0WF3 0p5 0WF3 0p5 0W02 0p3 0p3 0P3 0p3 0p3 0p5 0P3 0p3 0p3 0p5 0p3 0p3 0p3 0p3 0p3 0p5 0p3 2 0ပြုပြင်ခြင်းစရိတ်။ 二氢钾酸性数,在马铃薯炎症的早期阶段的指示(花朵流量高)