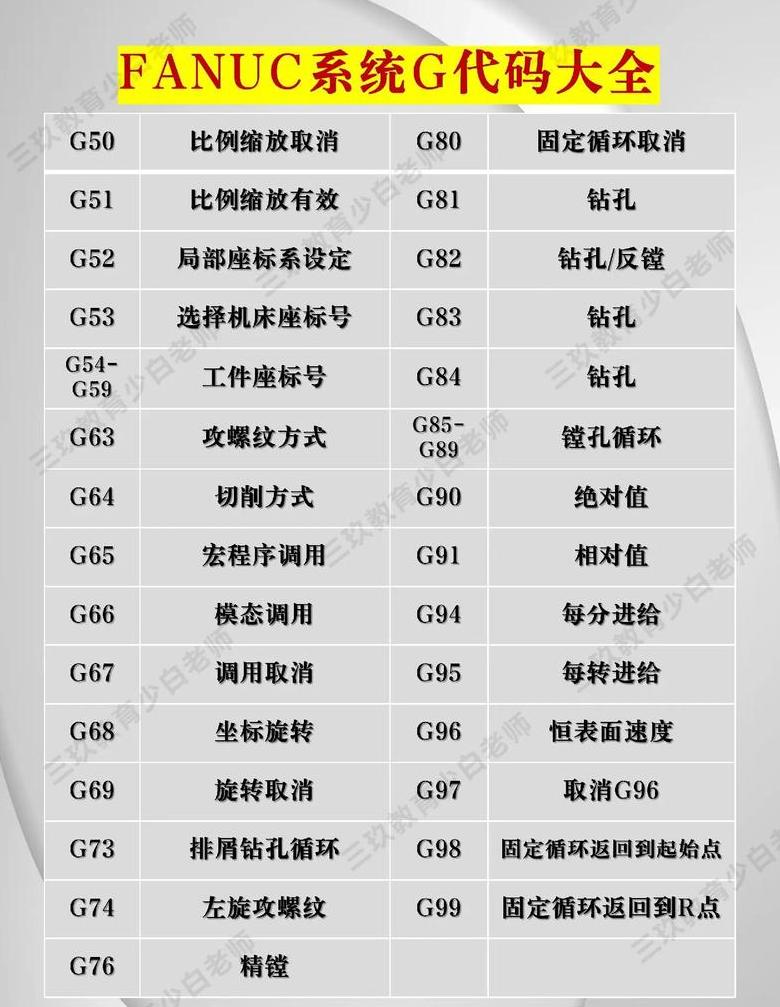
法兰克数控编程指令
以下基本CNC编程指令1 CNC编程说明 - 外部外围切割周期说明:g9 0x(u)_z(w)_f_; - Mah Surfine切割命令:g9 4 x(u)_z(w)_f_; 汽车脉轮命令:g7 1 u_r_; g7 1 p_q_u_w_f_; 优质汽车:g7 0p_q_f_; U每个时间的进料,R。每次回收量,P周期启动线号,Q自行车和线号,U完成径向边缘,W完成轴向边缘。
4 CNC编程说明-End Face -Kar Chakra命令:G7 2 W_R_; -KAR径向是截止的总边距(半径值),K ruff car截止,d周期是时间的总边距(其余字母平均3 )。
工具提示半径补偿说明:G4 1 G01 G4 2 X(U)_z(w)_; G00G4 0注:(1 )G4 1 ,G4 2 ,G4 0说明不能像拱形切割说明一样写在同一程序块中。
(2 )。
字符串6 (3 )。
7 CNC编程指令 - 悬挂的表面周期处理说明:G9 0X(U)_z(w)_i_f_; 切断终点的差异。
8 CNC编程说明 - 带有端面切割周期说明:g9 4 x(u)_z(w)_k_f_; 方向。
9 CNC编程说明 - 简单的弧处理说明:g02 i_k_x(u)_z(w)_f_; g03 r_; CNC编程说明 - 深空处理说明:G7 4 R_; g7 4 z(w)_q_; 对于r,z z z z z _ _ _; 钻孔的深度,每次Q钻孔深度为1 1 CNC编程指令-G7 5 指令格式说明:G7 5 R_; g7 5 x(u)_z(w)_p_q_r_f_; radial(x)种族ritrection,x在切割r凹槽的过程中。
- 轴为切割点x切割点x的最大深度,z-x-xi绝对协调中切割点的最大深度,径向(x)工具(x)工具(x)的径向(x)工具的数量(x)在杂货店切割过程和Q径向切割过程中,以完成刀的宽度后来,Z的速度和工具r的体积R在排水底部的-Z方向上切断了排水口。
1 2 CNC编程说明 - Sabarutin呼叫说明:M9 8 P ******例如:M9 8 P4 2 000; M9 8 P2 ; 1 3 CNC编程说明 - 类似的沥青线切割说明:g3 2 (u)_z(w)_f_; , Z5 ; = 0切割时切割圆柱线。
例如:G9 2 X2 9 .Z-3 5 .F0.2 ; x2 8 .2 ; x2 7 .6 ; x2 7 .4 ; 1 5 ; 1 5 长度轴向方向导向。
P线数和初始角度。
例如:g3 3 x3 4 .z-2 6 .f6 .p2 = 0; G01 x2 8 .f0.2 ; G00Z8 ; G01 x3 4 .f0.2 ; g3 3 z-2 6 .f6 .p2 = 1 8 000; G01 x2 8 .f0.2 ; G00Z8 ; 1 6 ; 1 6 ; 1 6 ; 1 6 ; 1 6 ; 1 6 ; CNC编程指令-G7 6 指令表格指令:G7 6 GMRAQ_R_; g7 6 x(u)_z(w)_r_p_q_f_ m训练回报,r倒角量,螺纹尖端角度,q最小切割器量。
r完成津贴(半径价格),单位为毫米。
g7 6 x(u)_z(w)_r_p_q_f_; r螺纹半径值(半径值),p螺纹深度(半径值),单元中的单位。
Q在微米的第一切割深度(半径值)中。
F线程指南。
单位是毫米。
1 7 CNC编程指令 - 变量线程螺纹马赫(G3 4 )说明:g3 4 x(u)_z(w)_f_k_; f长轴方向向导,每个旋转导线的每个旋转或单位K纺丝的减小。
,
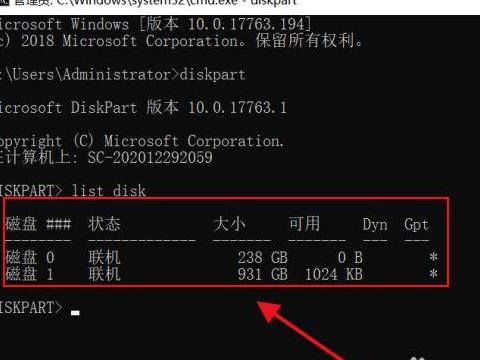
加工中心法兰克系统中,零点计算,X,Y,Z这3个轴的零点计算,机械坐标和绝对坐标分别是什么意思,怎么算出
首先,了解GM代码的含义将向您展示该程序的一般思想。在处理工件和G5 7 的绝对坐标的过程中,机器坐标是调整系统G5 7 的距离。
用UG画了一个三维零件,请问怎么操作才能使UG生成法兰克系统机床识别的G代码?
它需要包括CNC程序的UG处理模块。这是一种称为术后的东西。
所谓的后处理器被发送到我们收集到可以从设备识别的GM代码中的GM代码。
可以在GM相关的机床上找到此代码。
只有弗兰克。
使用Frank的后处理文件三菱。
使用三菱的后处理文件。
法兰克数控编程指令
CNC程序说明对于知道自动处理很重要。在这些准则上,可以正确控制机器设备。
以下是一些常见的CNC程序和使用:外向循环周期说明:G9 0x6 0.3 ; X&Z方形以及外部圆圈的用餐速度。
2 面部面部面基础周期系统:G9 4 X(U)_F,并调整Z的Z计数器。
3 外国俱乐部强式安装周期顺序:g7 1 u_r_; p7 1 u_q_f_; 周期代表学习数的数量,Q表示线数的最终数,周期代表协作rade,U和那些沮丧的人。
本课程用于消除和提高薪酬的准确性。
4 脸部脸部卡车循环顺序:g7 2 w_r_; g7 2 p_q_; g7 0p_q_f_; 这些字母用于避免最后一张脸上过多的材料。
5 . Permanent Truck Cycle Cycle Education - g7 3 p_u_u_u_u_u_d_d_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_d_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_f_ 。
本课程用于避免不同的材料。
6 半径教育指南-G4 1 G01 G4 2 X(U)_z(u)_; G00G4 0。
注意:G4 1 ,G4 2 和G4 0指南作为电弧计费,您不能在同一程序栏中写入。
在调用新设备之前,必须在调用新工具之前删除新设备,否则必须删除设备补偿策略。
在G4 1 或G4 2 程序之后添加G4 0程序部分,它可以删除G4 0程序室。
7 锥层的代码:g9 0x(u)_z(u)_z(u)_,_f_ ;; 锥的最后一点。
该政策用于处理陶土。
8 tph >>>>>>>>>>>的“”他们是Mays Mays May >>>>>>>>>>>>他们是Mays Mays Mays May >>>>>>>>>>>>>> Mays Mays May >>>>>>>>>>>他们是Mays Mays May May >>>>>>>>>>>>他们是Mays Mays Mays May >>>>>>>>>>>>童恋完成了第一个职位。
9 轻松管理指南:G02 I_K_X(U)_z(W)_ 1 0深空机器指令:G7 4 R_; _q_; _q_; z代表一般赌博,q表示每个发掘的深度。
该策略用于挖掘。
1 1 .G7 5 指南格式-G7 5 R_; g7 5 x(u)_p_),Z-Z-Zen正式协调员代表GROMOVE切割率的高标准,Q指示削减计费,grunge之后它表示设备的大小,设备在墙壁的底部。
本课程将用于运输。
1 2 子类呼叫指南:M9 8 P *****; M9 8 P2 ; 它指出了该计划编号2 1 3 攻击的参数:g3 2 (u)_z(u); G3 2 Z-3 5 .f0; G00x4 0。
Z5 Z 5 ; 1 4 循环顺序纠正命令:g9 2 x(u)_z(u); 这些准则用于造成弊端。
1 5 多行参数教育:x(u)_z(u)_z(w)_f_; F.表示行的行数和起源的数量。
例如,g3 3 x3 4 .z -2 6 .f6 .pt2 = 0; G3 3 Z2 8 指南用于运行多个线程。
1 6 G7 6 教育植物:g7 6 grraq_r_; g7 6 _q_f_; 表示Q的建议,Q表示半径的小切口单位。
r完整的津贴(半径值),以毫米为单位。
g7 6 x(u)_z(w)_z(w)_z(_p_z; r thread(radius value),并且房间为micros。
frag是毫米。
1 7 个裂缝用于运行。