数控用G73车内孔怎么编程?
g73u(△i)w(△k)r(d)p(ns)q(nf)x(nf)x(△u)z(△w)fst fst△i- x-中粗摇摆的总撤回量和半径值轴方向△k-在z轴的方向上进行粗糙 - 粗糙处理周期数与g71相同。在NS程序段中,X和Z方向可能会有运动。
G73适用于最初形状的主题的粗暴工作。
数控编程g73如何使用?
在此示例中,使用CNC编程的G73命令执行钻井任务。下面详细分析了每个代码段的功能。
N01G92X260.0Z220.0定义工件坐标系,并设置X轴的原点位置。
Z轴为260.0和220.0。
220.0Z160.0快速移动到X220.0和Z160.0的位置。
N03G73U14.0K.04.04Q09G9G9G9G91X4.0Z2.0F0.30S500 G73是用于钻孔的复杂固定周期命令。
U14.0是钻井深度,K14.0是钻孔直径,R3是钻井深度,P04Q09是程序段编号,G91是相对坐标,X4.0Z2.0是钻孔深度,F0.30S500是传递速度和传递速度和传递速度主轴速度分别为N04G00X80.0W-40.0刀具工具迅速移动到X120.0和W的工具位置。
-10.0处理的位置,N07W-20.0是N08G02X160.0W-20.0I20.0工具,X160.0W-20.0是ARC的起点。
半径湖; N09G0180.0W-1 0.0继续线性切割至X180.0,N10G94F1000将切割速度设置为1000,N11G01X260.0Z220.0将工具移至X260.0的位置,而N12M05已关闭。
程序。
数控加工中心的孔加工指令格式,你都会了吗?
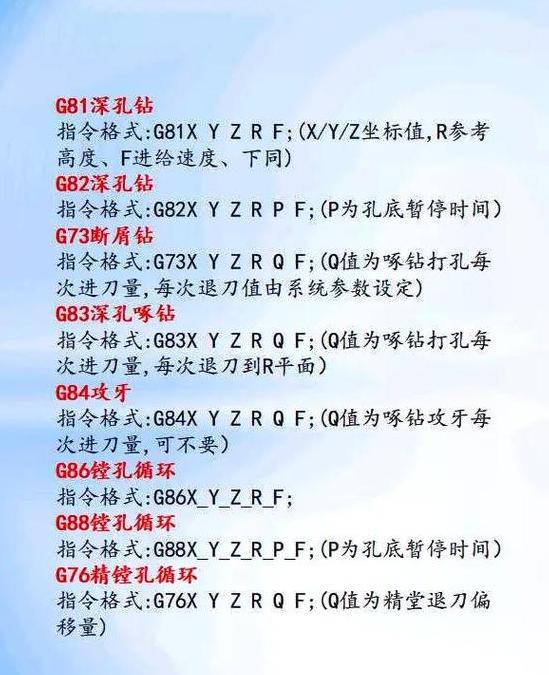
钻孔循环指令:G81、G82、G73、G84、G74、G85、G86、G89、G76、G87、G80。利用孔加工固定循环功能,只需一条指令即可完成钻孔、攻丝、铰孔等孔加工工序。
孔加工循环的动作如下: 1. 快速将自己定位在孔加工循环的起点B(X,Y)处。
2. 沿Z 轴快速移动到参考平面R 3. 开始孔加工过程。
4、完成孔底动作,如停止主轴、暂停进给等。
5、快速返回参考平面R。
6、快速返回起始平面B。
孔加工固定循环指令包括: 1、G81 钻孔循环指令,用于加工孔深较小至5 倍直径的孔。
2、G82钻孔循环指令用于镗孔、沉孔加工,暂停孔底进给,使孔底更光滑。
3、G73高速深孔钻循环指令,用于加工深孔,采用分段进给,以利于排屑。
4、G84攻丝循环指令用于攻削内螺纹。
5、G74 左旋螺纹攻丝循环指令用于攻丝左旋螺纹。
6. G85、G86、G89、G76、G87、G80 指令分别用于镗孔、精镗、背镗、清孔加工循环。
在实际应用中,需要根据孔深、直径、材料和加工要求选择合适的指令,设置进给速度、主轴转速、刀具长度补偿等参数。
例如,要在方板上加工13个不同直径和深度的孔,通过设置刀具长度补偿、主轴转速、前进速度等多个参数,使用上述命令组合即可完成整个加工过程,保证效率和精度。
完成加工活动。
g73编程实例及解释
G73通常是CNC编程指令,它是机床过程中复杂角色的编程指令。
g73指令可以分为两类:g73运动和g73运动螺旋。
在他们之间,G73练习是一种模式分层处理工件。
当一层的深度到达机器插入并在层之前继续处理的所有步骤时。
练习的G73螺旋是一种疲惫的过程工件的模式。
机床继续将一个人的过程转到指定的深度,然后缩回并继续向另一个。
x,y,z是坐标的初始情况,r是半径的并发症,我是偏见,k是每一层的深度,p是cyclis的数量,是许多cyclis的数量cyclis。
要求G73指令也严格存在。
例如,工件应准确地到一个地方,否则会影响过程的准确性; 该仪器会影响刀,否则会影响效率的过程; 工件的表面应平坦,否则会影响效果过程。
g73指令功能:
i系统具有很高的要求和功率。
如果电压波动可能会略微,警察和丢失,并且数据将丢失,则重新安装系统的系统将一次直到到达时间为止。
关于机床需要单独的稳定土地。
2。
CNC单元中完成了操作和监督CNC机床。
大脑CNC机床。
处理CNC机床的部分最取决于处理过程。
普通的机床没有其他方式。
这不是制造的。
许多虚构的并替换了。
不需要经常重新调整。
3,轴轴的轴和轴的几何大小轴和轴的轴轴被用作B的动态胜任。
它使用动态胜任的循环,因此减少了C和B轴。
轴轴和轴轴或basts不相交或不可接受。