三菱机床数控编程技巧
三轴加工中心是相同的,但是三菱有一些独特的说明,使用非常方便。以下是一些更常用的(更不用说G1 ):G09 准确停止检查G1 0工具数据程序输入G1 0P-R---L-----L---- g1 2 /g1 3 具有一个集中的刀具圆(正向/反转) g1 3 i-d---d-- g1 5 /g1 6 极坐标开关G3 4 圆周孔周期G3 5 xy(弧中心)i(arc的半径) I(空间距离)J(线性角)K(孔数)G3 6 弧孔G3 6 XY(圆形弧中心)I(弧形的半径)J(启动角度)k(数字0)G3 7 .1 G3 7 .1 Checkerboard hole g3 7 .1 xy( 启动坐标)i(x方向间距)p(x方向数)j(y方向间距)k(y方向编号)注意:G3 4 G3 5 G3 6 G3 7 .1 与G8 1 一起使用G4 1 .1 /g4 1 .1 /g4 2 .1 3 d g5 1 G5 1 缩放G5 0P( 变焦比率)G5 0取消G5 1 .1 程序镜G5 1 .1 x - Y - Z - (中心)G5 0.1 CALCELS G5 2 本地坐标G5 3 机械坐标G5 4 .1 坐标系统扩展4 8 组G5 4 .1 P- G5 4 .1 P- G6 8 坐标系统 旋转G6 8 xyz(中心)R(角)G6 9 取消G7 3 钻井周期G7 3 Z-R- r- Q-f G8 3 深孔钻孔G8 3 Z - r- r--q--f----f--f---f-- g8 4 tapping g8 4 z-r-f-f-f-f-f-f-f-f-f-f-f (不是速度,而是时间音高)g7 6 罚款g7 6 xyzr- -i - i - j--f-- g9 4 每分钟每分钟G9 5 fef g9 5 fef g9 8 固定循环返回r点G9 9 返回g9 9 返回周期命令z值g2 /g3 圆圈加上z-p和z-p - 是螺旋铣削孔g2 .1 /g3 .1 锤孔切割g3 .1 /g2 .1 x(末端半径)i(start radius)z(depth)z(螺距)p(patper)m9 8 h-l-l---l-l-m9 9 p unconditional 传输处理H是N段编号P的开始。
它在结束后返回N段编号。
还有G3 0G3 0.1 G3 0.2 G3 0.3 G3 0.4 G3 0.5 G3 0.6 ,都是原始答复,但XYZ的顺序在其中有所不同。
我希望这对海报有帮助。
如果有任何错误,请原谅我。
请给我一条消息,请给我一些要点来互相交流! 呢 呢
数控机床标准G代码?
CNC机械店标准G代码准备功能g:准备功能词是一项指令,允许CNC机床建立特定的处理方法,例如插值,工具补偿和固定周期。G函数词由地址字母G和接下来的两个数字组成,总共1 00个功能从G00-G9 9 开始。
下表在JB3 2 08 -8 3 标准中指定:代码函数范围函数函数范围范围函数g000*工具偏差0/-G01 线性插值G5 1 *工具偏见 +/0G02 顺时针弧形补充G5 2 *工具偏移-/0G03 插值G5 3 线性偏移取消g04 *暂停G5 4 线性偏移XG05 *未指定G5 5 线性偏移YG06 抛物线插值G5 6 线性偏移ZG07 *未指定的G5 7 线性偏移XYG08 * ACCELERATION XYG08 * ACCELERATION G5 8 LINEAR EFFEN YESED YESED YESIFER XZG09 * g5 9 * g5 9 g5 9 * g5 9 * g5 9 * g5 9 g5 9 * (精度)G1 7 XY纯粹选择G6 1 精度定位(中)G1 8 ZX普通选择G6 2 精度定位(厚)G1 9 Yz平面选择G6 3 *此电线G2 0-G3 2 *指定G6 4 -G6 7 *我不会。
G3 3 螺纹切割,等效螺距G6 8 *工具偏移,内角G3 4 螺纹切割,螺距G6 9 *偏移,外角G3 5 螺纹切割,螺距G7 0-G7 9 * G3 6 -G3 9 未指定* G8 0* g8 0未指定的固定周期G4 0 g4 0工具补偿/工具偏差取消G8 1 -G8 9 固定循环G4 1 工具补偿 - 左G9 0绝对尺寸G4 2 刀具补偿 - 右G9 1 增量尺寸G4 3 *工具偏见 - 前G9 2 *预设注册G4 4 *工具偏移量 - 轻度G9 3 供料 - 轻度G9 3 进料率 - 轻度G9 3 进料率G9 3 供给率,时间相互作用G4 5 G4 5 G4 5 G4 5 G4 5 G4 5 *工具偏移 +/ +G9 4 FEED G4 6 *工具偏移+/- G9 5 FEED每分钟每分钟每分钟旋转*工具偏见 - / - G9 6 常量G4 8 *工具偏见 - / +G9 7 per/ +g9 7 p +G9 8 -G9 9 *未指定的注: *指示如果用于特殊目的,则必须以程序化格式编写。
辅助函数单词M:辅助功能单词是一种函数,用于指定主轴旋转,启动,停止,冷却液开关,钳位和工具或工具的松动以及工具更换的方向。
辅助功能单词由地址字母M和接下来的两个数字组成。
下表在JB3 2 08 -8 3 标准中指定:代码功能范围函数M00*程序停止M01 *工厂结束M02 *程序结束M03 主轴旋转M04 主轴旋转逆时针旋转M05 纺锤体停止M06 M06 M06 M09 M09 Coolant M09 Coolant of M1 1 las of M1 1 labor M1 1 释放m1 2 *beasion m1 2 *dome mm1 2 *dos M1 2 *do not mm1 2 *do顺时针指定M1 3 主轴。
M3 1 *互锁旁路M3 2 -M3 5 *未指定的M3 6 *饲料范围1 M3 7 *饲料范围2 M3 8 *主轴速度范围1 M3 9 *纺锤速度范围2 M4 0-M4 5 *齿轮移动M4 6 -M4 7 *未指定的M4 8 *旁路M5 0* M5 1 *4 冷却液孔M5 2 -M5 4 *M5 5 *工具线性位移,位置1 M5 6 *工具线性位移,位置2 M5 7 -M5 9 *M6 1 工件的未指定的线性位移,位置1 M6 2 *工具的工具位移,位置2 M6 3 -M7 0*指定M7 1 *工件角度位移,位置1 M7 2 *工件角度位移,位置2 M7 3 -M8 9 *未指定M9 0-M9 9 ***未永久注意:*如果用于特殊目的,则是您需要的。
它以程序化格式编写。
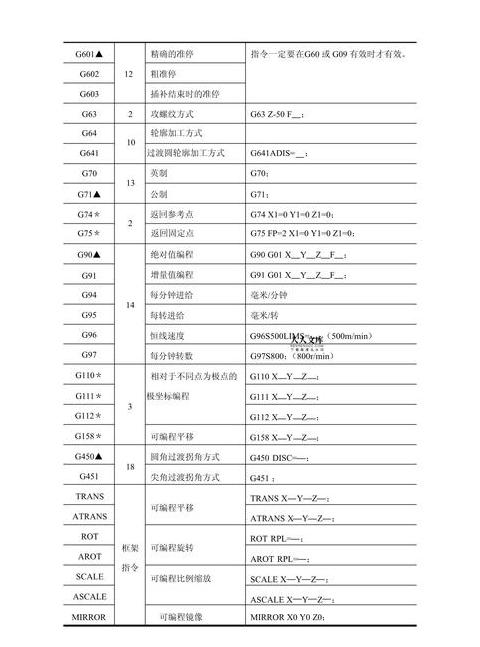
数控加工中心里的g51怎么用
您使用西班牙语编程说明! G5 1 写在第一行上,这是一个单独的行。求解铣床G51镜像的使用
Guide the graphic ratio G5 1 , G5 0, CNC CNC programming programming programming: G5 1 X___Y__Z___________________________ with the given point (x, y, z) as the rate center, zooming in the number of P into the original picture; )反对,然后将程序的来源用作比例中心。例如,G5 1 P2 意味着在程序的起源中进行缩放,并加倍用于取消编程镜的比例。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
正在创建反射(反射程序)g5 0.1 x ____ y_________; Y G5 1 .1 Y0轴对称显示X轴对称镜,通常您需要使用子编程。
2 3 G5 1 .1 X0Y0M9 8 P1 2 3 G5 0。
1 G9 0G00Z1 00M3 0O1 2 3 G9 0G5 4 G1 7 G1 7 G01 X1 0Y1 0Y1 0Y1 0F1 00Z5 G01 Z-5 X3 0Y2 0Y2 0Y2 0Y2 0Y1 0Y1 0G00Z5 0X0X0Y0M9 9 您可以尝试一下
数控G51的指令怎么用
g5 1 x_y_z_i_j_k__/g5 1 x_y_z_p _ g5 0xyz协调中心ijk ijk每个p愉快(ijk均等)。该程序在G5 1 G5 0中间