cnc加工中心完整的镗孔程式怎么写?
当您为CNC处理中心编写无聊的程序时,您可以使用FANUC系统中的标准说明。以下是不同类型的无聊周期说明的示例:1 .G7 6 钻孔周期:g7 6 x [零件的坐标] y [零件的坐标] z [零件的坐标] r [radial补偿] q [切割速度] f [电源速度] k [仪器的补偿] 2 .G8 2 完美循环,用于相反:g8 2 x [零件的坐标] y [零件的坐标] z [ R [径向补偿] p [暂停时间] ] f [功率速度] K [仪器的ME补偿] 4 .钻孔的G8 5 循环(带有内裤的功能):g8 6 x [零件的坐标] y [零件的坐标] z [零件的坐标] f [功率速度] k [仪器的补偿] 5 .G8 7 -DIFENSOR(A型):G8 7 X [零件的坐标] y [零件的坐标] Z [零件的坐标] r [径向补偿] Q [切割速度] f [功率速度] K [me薪酬] 6 .g8 7 -back循环(b):g8 7 x [坐标工件] y [坐标 Z [零件的坐标] p [时间间隔] f [功率速度] p [time Breat] f [功率速度] k [仪器的补偿] 8 .G8 9 循环:g8 9 x [零件的坐标] y [零件的坐标] z [零件的坐标] ,切割速度,电源速度和餐具补偿值。
因此,每个教育的参数可能会有所不同,因此在实际应用中必须根据特定的处理要求和工具机的配置来调节。
法拉克数控铣床的g代码。 g代码的格式
Fanuc研磨机中的G代码订单包括“模态”和“性别代码”。实施后,调解器符号继续进行此效果,而一般代码仅在接收订单时起作用。
通常决定运动的符号是条件符号,例如直线,弧线和循环符号。
相反,如果原始返回代码是一般符号。
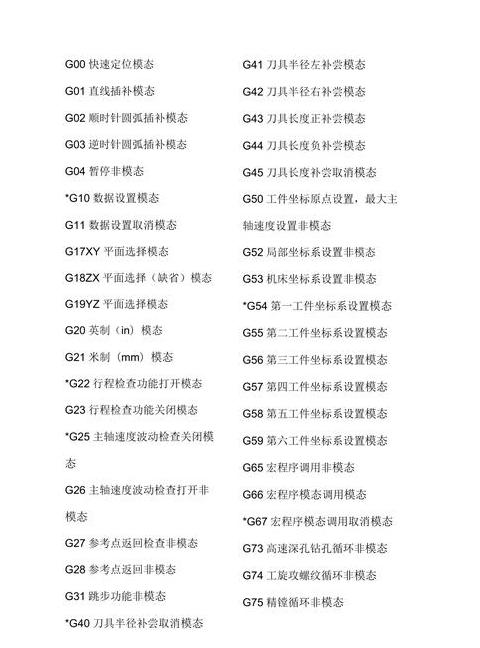
表5 .2 -1 显示并解释了它, *指示运行时将准备的代码。
快速订单(G00)通过物质或一定距离将工具从当前位置转移到指定位置。
GPS在非线性部位,独立的独立运动中采用,机器轴根据布置在指定位置以序列停止。
直线的位置以最短的时间放置在所需位置。
线性进料顺序(G01 )以直线的直线从当前位置传输到程序中所需的位置,该位置是按F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. F. f的速率。
例如:G01 G9 0X-5 0.F1 00; 射手座(G02 /G03 G1 7 /G1 8 /G1 9 )是通过识别弓所在的平面,旋转和最终坐标来实现的。
G9 0/G9 1 确定坐标方法,I,I,K和K设置了ARC中心的坐标。
例如:G1 7 G03 G9 0X5 2 5 .Y1 5 .R2 0.6 1 6 原始原始订单(G2 8 /G3 0)用于返回设备的原点。
例如:G2 8 G9 0X1 5 0.Y2 00; 请注意,应调整中间点,以避免发生事故,例如碰撞。
工具直径半径的功能(G4 0/G4 1 /G4 2 )通过偏置和偏置地址自动计算补偿路径。
例如:G4 1 :左,G4 2 :右。
用户进入位移数字D,并且根据直径的准确一半进行补偿系统。
拆卸工具的长度(G4 3 /G4 4 /G4 9 )用于设置工具的长度补偿。
通过测量参考工具的长度,输入位移菜单以仔细补偿路径。
例如:G00Z0; 选择G5 3 协调系统命令,以快速移动到设备协调系统中的X_Y_Z位置。
例如:G5 3 X1 5 0Y2 00Z0。
请注意,G5 3 是“ G-Code”的“常规”物质,它仅适用于G5 3 命令在程序块中。
选择工作协调系统(G5 4 〜G5 9 )的问题最多可以准备六个工作协调系统。
例如:G5 4 〜G5 9 这些是有条件的说明,在实施坐标系订单后,将保留它,直到发布其他坐标系的说明为止。
高速深孔钻井顺序(G7 3 )可快速向下回到开口的底部。
例如:G9 8 G7 3 Z-3 0R1 Q2 F2 00。
使用左股票攻击(G7 4 )为了阻止备用孔底部的主轴并迅速减小。
例如:G7 4 Z-3 0R1 Q2 P2 000F2 00。
无聊的周期顺序(G7 6 )用于快速撤退营养开放下的主轴位置。
例如:G9 8 G7 6 Z-3 0R1 Q2 P2 000F2 00。
它取消取消过程(G8 0)取消固定环,导致设备返回正常的操作状态。
例如:G8 0G0Z5 0。
固定点钻孔周期(G8 1 )可用于处理通用孔。
例如:G9 8 G8 1 Z-3 0R1 F2 00。
开挖周期(G8 2 )用于逆转进料开口底部的主轴并迅速减少。
例如:G9 8 G8 2 Z-3 0R1 P2 000F2 00。
深孔钻孔顺序(G8 3 )用于中间营养孔底部的快速下降。
例如:G9 8 G8 3 Z-3 0R1 Q2 F2 00。
使用窃听顺序(G8 4 )来反射饲料开口底部和快速的主轴。
例如:G8 4 Z-3 0R5 P2 000F2 无聊的周期顺序(G8 5 )用于中间营养底部的快速下降。
例如:G8 5 Z-3 0R1 F2 00。
无聊的周期顺序(G8 6 )用于阻止喂养开口底部旋转的迅速下降。
例如:G8 6 Z-3 0R1 F2 00。
逆转钻孔周期(G8 7 )用于快速指导和撤退喂食开口底部的主轴。
例如:G8 7 Z-3 0R1 Q2 P2 000F2 00。
固定点钻井顺序(G8 8 )用于阻止营养开口底部的主轴,以阻止快速下降。
例如:G8 8 Z-3 0R1 P2 000F2 00。
无聊的周期顺序(G8 9 )用于阻止营养孔的底部迅速下降。
例如:G8 9 Z-3 0R1 P2 000F2 00。
绝对/附加顺序(G9 0/G9 1 )确定物质中X,Y和Z的坐标是绝对的还是相对的。
然后通过绝对订单设置包含G9 0命令和程序块的程序的程序;
广数829TC中G92,G76,G33,G32,G70,G71怎么编程
在编程时,可以使用G9 2 ,G7 6 ,G3 3 ,G3 2 ,G7 0和G7 1 的指令从数量8 2 9 TC中实现复杂的零件处理。功能方法和编程每个说明将在下面详细描述。
1 G7 1 外圈周期复合处理周期: - 功能:用于切割大多数工件处理津贴并在完成之前执行粗糙处理。
- 编程示例:N01 0G5 0X1 5 0Z1 00; - 编程示例:N01 0G5 0X1 5 0Z1 00; 。
- 编程示例:N01 0G5 0X1 00Z1 00; - 编程示例:N01 0G5 0X1 5 0Z1 00; - 编程示例:N01 0G5 0X6 0Z4 0; - 编程示例:N01 0G5 0X6 0Z7 0; - 编程示例:N01 0G00X6 0Z1 0; 以上编程的示例仅供参考,需要根据实际情况来调整某些编程。
数控发那科g76怎么用
如果有加工中心,G7 6 代表啄食的锻炼周期。G9 8 G7 6 X-Y-Z-R2 Q3 F ---的仪式,其中r代表工具,Q代表练习,第四四分之四,Q。
芯片分数微风的表示。
发那科数控车床G76编程实例
示例:使用G7 6 计数周期车辆的编程G7 6 指令,ZM6 0×2 处理如图所示,并且根据标准标准获得了括号中的大小。如图所示:N1 T01 01 锥形螺纹外部表面的处理)N6 G00X1 00Z1 00M05 (到程序的起点或工具点的起点)N7 T02 02 - CPEA)N1 2 M05 -使用CNC吸入CNC的信息是使用CNC最多使用的CNC机器之一。
它主要用于切割和加工轴或磁盘部件的部分的内部和外部圆柱表面,内部和外部圆锥形表面,具有任意圆锥角,复杂的旋转内部和外部弯曲表面,圆锥形,圆锥形线等。
,部署和铰链。
CNC机器会自动处理根据预编程处理程序处理的零件。
我们根据指令和使用CNC机床指示的程序格式记录处理过程中的处理过程路线,过程参数,工具轨迹,位移,切割参数和辅助功能,然后写下此的软件表。
链接:Baidu-CNC百科全书卷发