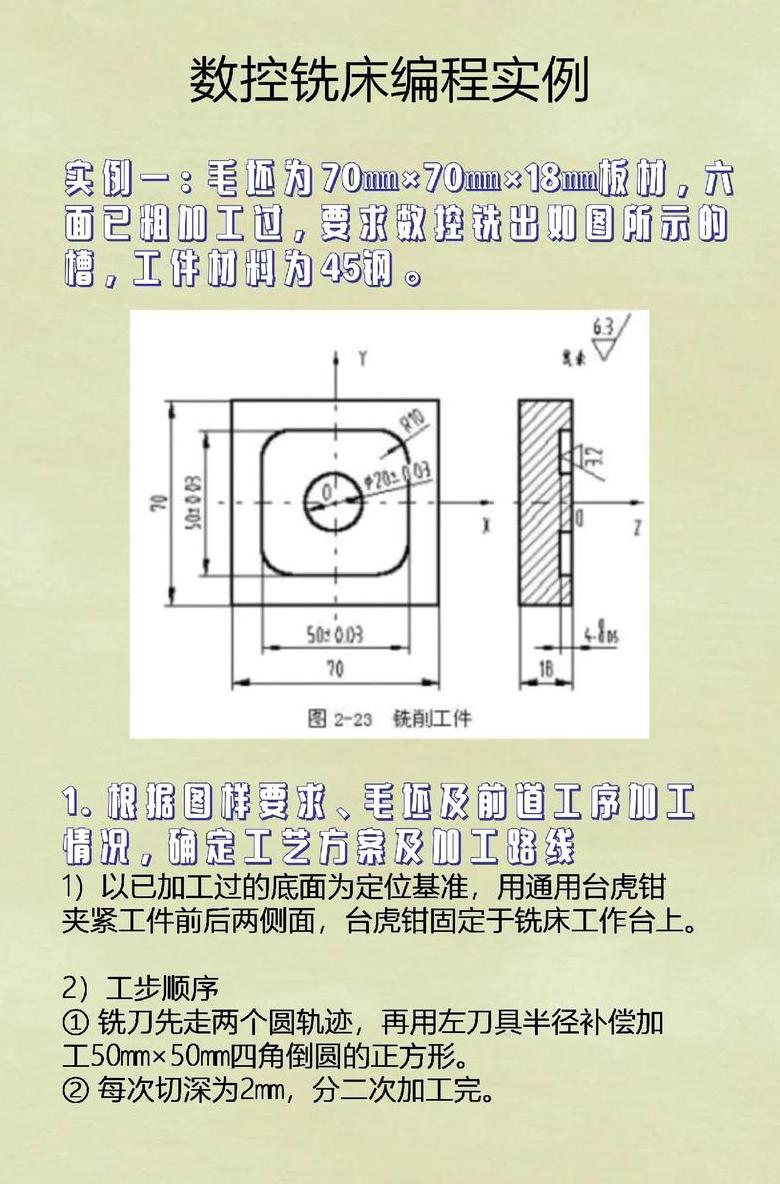
数控加工中心新代系统铣出的圆成椭圆怎么办
首先,检查压碎圆的精度是否在机床的准确性内。分辨率不够准确。
编程还不够准确。
华中数控铣床抛物线怎样编程
将其带入方程式已经足够了,但是您需要给出距离值。例如y = x x。
。
。
在我看到此代码之前,G6 4 不能保存以阅读本书。
#2 3 = -5 while [#2 3 le5 ]#2 4 =#2 3 G1 X#2 4 [2 3 #] y [#2 4 ]#2 3 = 2 3 = 2 3 0.01 endw,这使它更加特别,但是对此的想法更为特别 在Macron程序中转动数学方程式。
虽然可以处理方程,但作为无症状的线,螺旋线,椭圆形,椭圆形半球,半球,半球,圆形,倾斜的平坦。
。
。
。
如果您熟悉条件,逻辑和XOR,则可以在宏程序中抽象其中许多。
数控铣床宏程序编程实例如何操作?
现成的一个是在1 2 个球头刀的圆柱上的半球:主要程序P2 1 0G9 1 G2 8 Z0M5 G9 1 G2 8 Y0M3 0子程序第一个过程第一个过程,具有3 0个深度O1 1 0G9 1 Z-F5 00G1 X2 2 8 D1 G2 2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X2 X4 0 obiss 0#1 8 = 2 0N2 9 G1 Z#2 6 X#2 4 G2 X#2 4 Y0I#2 4 #2 =#2 +0.1 #1 = sqrt [#1 8 *#1 8 -#1 8 -#2 *#2 4 =#2 4 =##1 +8 #2 6 = -2 0+#2 if [#2 6 LE0] GOTO2 9 G1 Z2 0G01 X0Y4 0M9 9数控铣,铣出来的圆是椭圆怎么调参数?
首先,检查您的系统是否具有工具补偿。在排除处理技术和外部因素之后,没有问题。
可以得出结论,这是由机械本身的准确性引起的。
1 如果是新工厂,通常建议确保对XY轴的伺服增益进行正确调整。
。
尽管减少了,但通常会在机床商店的说明中引入。
2 如果它是已经使用了多年的旧机床,则必须先修剪机械结构,并且必须松开机械配件,并且必须调整伺服参数。
,包括清除补偿和线性补偿。
加工中心用铣刀铣圆为什么会出现椭圆跟锥度
为什么切割器切割器出现在加工中心中,并且机床的精度不高? 使用宏程序来铣削椭圆形。并将角变量降低到0度。
加工中心使用铣刀执行G02 圆圈--- [请问]每个机床的情况是吗? 请参阅原始帖子>>当您用最终工厂对待整个圆圈时,为什么要使用加工中心的工具? 剩余的新刀手柄进行了处理。
哪个切割机用于处理T2 纯铜? 1 T2 纯铜的粘度很高,在加工过程中粘在前刀表面时,芯片不应掉落,因此铜被认为是一种难以处理的材料。
2 通常,选择具有较大前角和大螺旋角的工具处理。
3 由于脆皮高,不应使前角度太大。
4 高速钢工具通常用于切割铜和铜材料。
可以选择工具材料字符作为W1 8 CR4 V或W6 MO5 CI4 V2 等。
工具齿不应太多,芯片容器应尽可能光滑,并且应用油石均匀地抛光。
使用该工具在使用该工具以保持清晰度时及时磨刀。
5 使用高的冷却液来减少工件的热量。
切割时尝试选择大饲料量,并且切割速度不应太高。
6 .精细切割器时要特别注意该工具的清晰度。
表面,导致粗糙度增加。
甚至破坏了维度的稳定性。
为什么ALM警报出现在加工中心? 如何在CNC切刀中心安装椭圆形的长干角加工中心如何使用圆锥形的工具2 3 °,那么为什么您仍然需要编写宏观程序呢? 直接刺伤2 3 °刀! CNC加工中心的杂志:1 气压不足; ); 是错误的; 进入I/O卡上的入口或检查PLS输入信号源并修改PLS程序; 5 电磁阀线圈燃烧并替换。
打孔机的油杯中的压力; 修理后,应更换钻头;