g74编程实例及解释是什么?
G7 4 编程示例和描述如下: * G7 4 -CNC货架代码:轴向凹槽切割的多个循环。g7 4 r。
g7 4 x()z()p()q()q()f()。
r是间歇性静修,xz是末端 - 点坐标,p是x轴输入,q是z轴间歇性,f是速度。
2 G7 4 -CNC铣床代码:左敲击周期。
g7 4 x()y()z()r()p()f()f()f()f()。
XY是一个孔坐标,Z是一个孔深度,R减速点,P被暂停,F是速度。
温度条件CNC架子小于3 0度,相对温度小于8 0%。
通常,在CNC电子控制框内提供了排气风扇或冷却器,因此电子组件的工作温度,尤其是中央处理设备,很少发生变化。
过高的温度和湿度会降低控制系统组件的寿命并增加故障。
随着温度和湿度的增加,当灰尘增加时,它与集成电路板耦合,从而导致段落。
g74编程实例及解释是什么?
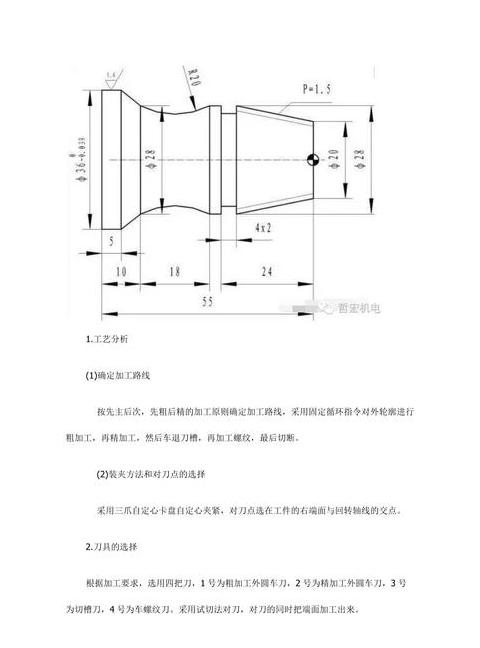
1 .G0X3 8 .Z1 1 .5 确定编程的起点。X3 8 代表径向方向的起始位置,而Z1 1 表示犁沟宽度中的初始位置。
2 .G7 5 X3 0Z-1 4 设置了插槽的最后一点。
3 .G7 5 R确定车辆的落后性。
4 g7 5 x中点的坐标,z点坐标,p水平工具(以微米为单位),q垂直均值q(以微米为单位)和f进料。
5 分钟,选择车辆编号和车辆补偿号。
M08 ; - - 打开冷却液。
G0x6 0Z2 ; ---切换到下车辆的位置。
G7 1 U1 .5 R0.5 ; - 径向切割是,每个切割深度为1 .5 毫米,在支撑工具中,每个切割层为0.5 mm。
6 营养减少的计算公式为:ΔD=(n/(n+1 ))×r/l,其中ΔD是营养的第九量,n是营养时间(N≤L),L为L为循环的数量和R是总切割深度(牙齿高度或直径值)。
7 如果切割第一个减少营养的体积非常大,则可以将第一个工具分为两个工具。
8 .G7 4 是CNC车床和CNC铣床的代码,用于凹槽的轴向切割或左手敲击周期。
指令格式如下: - 在CNC车床中:g7 4 rg7 4 x()z()p()p()f(),其中r是间歇性牵引力的量,x和z是终点坐标,p为x-轴输入的量,这是Z轴永久注入的体积,F是速度。
- 在CNC磨机中:g7 4 x()y()z()r()p()p()f(),其中xy是孔坐标,z是孔的深度,r是放缓的点,p是时间暂停和f是速度。
广数系统的数控车床g74端面割槽循环怎么用?用实例说明一下谢谢
1 纵向切割固定周期G7 4 通常用于切割末端面的纵向中断,但是在实际应用中,它也称为深孔钻孔周期,因为它用于钻深孔。以下是G7 4 循环的动作命令的图。
2 G7 4 说明具有以下格式: g7 4 x(u)____ z(w)___ k ___ k ____ ____ d ___ d ___ f ____ X:x点B-U的调整:从A到B-Z的增量值从A到B-Z:Point C Z Coordicat x方向(未签名) - k:z方向的减少 - d:断开连接到端点时的工具存储量 - f:feed speed x(u),i和d如果所有程序段为0,则这意味着进行深孔钻孔。
3 示例编程:假设您在车床上钻一个直径为1 0mm,深度为1 00mm的深孔。
位接近N03 G7 4 Z8 .0K5 .0F0。
用于建立机床或控制系统的工作模式。
G指令包含G00-G9 9 ,每个代码代表一个不同的操作。
2 大小词用于确定机床运动端点的坐标位置。
第一组X,Y,Z,U,V,W,P,Q,R用于确定第二组A,B,C,D,E。
第三组I,J,K用于确定弧轮的中心坐标尺寸。
在某些CNC系统中,P指令用于暂停时间,R指令用于弧线的半径。
3 f命令是提要功能词的地址字符,用于指定断开连接的进料率。
在车床的情况下,F分为两种类型。
每分钟进料和其他CNC机器通常仅为每分钟。
在线程断开程序段中,F命令通常用于指导线程指南。
g74编程实例及解释是什么?
1 G7 4 程序策略是外圈循环循环周期的课程。2 不同的CNC系统具有G7 4 程序的不同格式。
3 检查gingou 9 2 8 g7 4 程序格式很容易,并且作为x,i,k和f 4 点拟合“脱颖而出”,通常由“ x / eses /”测量的x / eses /“”比例表示。
每个需求的“ X / ESES /”测量的“ X / ESES /”比例。
6 k措施代表每个投诉,房间是毫米。
7 .自由主义者完成了整理人的数量。
例如,如果有1 3 个完成过程,则L维度为1 3 8 .F指标标识用餐尺寸。