加工中心代码大全
处理中心代码是什么? 让我们在下面了解一下。当我们使用CNC加工中心时,有两个最受欢迎的CNC代码,一个是G代码,另一个是M。
代码G:准备功能,控制工具工具(例如Motion Quick G00)M代码M:辅助功能,支持动作工具。
。
精密系统1 (部分工具机)G05 .1 高速高速系统2 (一部分工具机) - 检查应用程序停止(部分工具机)G1 0- g1 0-输入/补偿程序参数(部分机器)工具)G1 1 -取消程序参数(部分工具机)G1 2 )指令G1 6 极坐标。
工具)平面G1 7 - -XY选择G1 8 -ZX平面选择G1 9 -YZ平面选择G2 0〜第四参考点(某些机床)G3 0.1 -Reset工具位置1 (工作部分机器)G3 0.2 -Reset工具位置2 (部分机床)G3 0.3 -RESET工具位置3 (部分机床)G3 0。
4 个回合4 (部分工具机)的位置G3 0.5 路由工具5 (机器工具)G3 0.6 -Reset工具位置6 (Machetary机床)功能G3 1 -SKIPPIGING(部分工具机)G3 1 .1 -Skkipping功能1 (机床局部)G3 1 .2 -DANCE 2 (机器机床)G3 1 .3 跳跃功能3 (机床工具一部分)G3 2 Modal G Guide G3 3 -切割G3 4 循环)G3 5 g3 5 -特定固定周期(垂直孔循环)G3 6 -特殊固定周期(ARC)G3 7 自然g3 7 .1 -chu特殊固定周期(标志孔周期)。
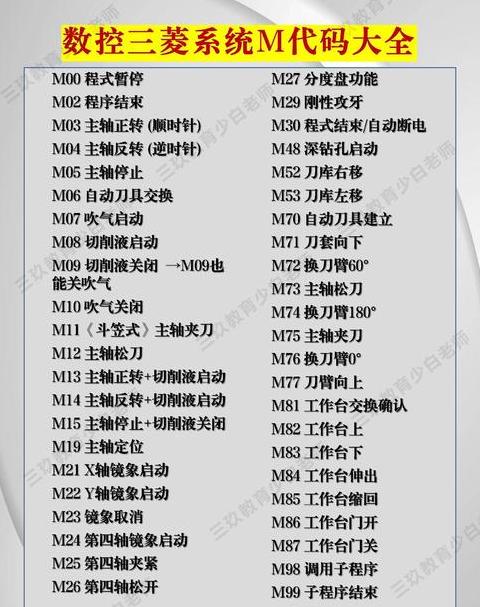
该规则留下了G4 4 的效果是G4 9 有效设置取消G5 0的工具的长度 - G5 1 尺度取消率G5 0.1 -G镜G5 1 .1 -G镜像指南指南G5 2 -COORDINES设置了坐标系G5 3 -选择坐标系统G5 4 (第一)(第二)G5 6 -WAL-程序坐标系用于选择/选择应用程序M02 程序结束M03 -XOAY旋转M04 -XOAY反向反向纺锤体M05 主轴停止M06 -MAIN M06 -MAIN教学mype mype M1 0工程M1 0工程M1 1 -b轴M1 1 M1 1 - 工程锁(b轴B)在方向上向方向上旋转M1 3 主轴,并顺时针方向添加M1 4 主轴液体,然后添加M1 5 -派利运动量度M1 9 纺锤体镜像M2 1 -X-X-x-x-beautifl制作M2 3 镜子取消M2 4 第四镜头,开始M2 5 四分之一的末端/自动M4 8 M5 2 M5 2 M5 2 M5 2 M5 2 HANDLE MAGAZINE杂志MAGE MAGE MAGE MAGE MAGE MAGE MAGE MAGE MAGE MAGE-M7 4 -TOOMATIC M7 4 -TOOM工具M7 4 -切割手臂1 8 0°M7 5 Clip M7 6 Clip M7 6 夹M7 6 夹M7 6 夹M7 6 夹M7 6 夹0°M7 7 在M8 1 -work上切开手臂,以交换桌子确认M8 2 -M8 3 -M8 4 -plicatipation Mive工作撤回M8 6 -开放式餐桌门M8 7 收缩M9 8 -call m9 9 -call subprogram M9 9 -Check程序结束
西门子系统加工中心编程各代码?
1 西门子加工中心 G03 -CONTECLOWS的弧形弧形,通过解决中间点弓,G07 -Z样条插入插入,G04 -Tim-Tim-Tim-Tim-Tim-Tim-tim-tim-tim-tim-tim-tim-tim-tim-G05 间隙。G08 喂养加速度,G09 喂养,G2 -Subprogam呼叫,字幕,G2 5 -JUMP处理,G2 6 课程处理,G3 0-Multiple-Rntult。
在G9 1 中,弓的末端是弓起点的附加值。
当G9 0和G9 1 时,I和K是弓的终点的坐标值。
我是X和K值是趋势的值。
除非以其他格式对其进行编程,否则中心的坐标不得将其删除到圆圈。
2 M00-Program程序,M01 程序,M02 程序的末端,M03 主轴前部,停止M04 主轴,M05 主轴,M06 交换,M08 冷却键,M09 冷却键。
发出M1 8 主轴,M1 9 主轴方向,M2 9 -RIGID。
M3 0-程序结束并返回程序的负责人M3 3 主轴,M9 8 -子例程M9 9 -子公路端末端和返回/重复实现。
广泛的信息:CNC系统功能:1 控制类型基于一个小的3 2 位处理器,并实现了CNC控制,该控制器用于完成CNC连续路径控制和集成PLC内部控制。
2 机器的组成可以实现钻孔,转换,打磨,打磨,切割,打孔,激光处理和处理处理的控制,并且配备了完整的数字数字发动机单元:最多可以进行3 1 次喂养和控制它的旋转位置。
进食和快速营养的速度范围为1 00-9 9 9 毫米/分钟。
它的互补功能包括磁带隐喻,第三度多度沉积,控制价值的互连和曲线时间表,这些作业。
它为处理不同的弯曲表面部分提供了舒适的条件。
此外,它还包含主饮食和铀的同时工作功能。
3 主电路模式为自动(自动),慢跑(手动)和教学(教学)输入(MDA)。
间歇性; 4 生存和薪酬8 4 0D可以导致冲突检测,进入和退出策略和交叉点帐户,以补偿工具直径的半径,补偿工具的长度,补偿体育场误差的错误,补偿反向差距,请等待季度错误的补偿。
5 NC8 4 0D编程对应于DIN6 6 02 5 标准(德国工业标准),并且具有高级别的编程编辑器。
6 集成的PLC编程完全取决于Simancs 7 单元。
7 运行一些提供标准计算机软件,固定奔腾磁盘的8 4 0D设备系统,用户可以在Windows 9 8 /2 000下开发专用接口。
此外,与RS2 3 2 的一般目的的连接可以使主机与外围设备进行通信,并且用户还可以通过打印机的驱动器和并行接口来完成程序存储,读取和打印。
8 8 4 0D宽度零件提供了多语言显示功能,并且用户只需要按下按钮即可。
您可以将用户界面从一种语言转换为另一种语言。
。
参考资料来源:百度百科全书CNC系统
数控加工中心代码大全及使用方法
G04 X(U)_/P_顺序用于设置工具暂停时间,并且在停止进纸时,主轴不会停止。暂停时间由p或x地址的值确定,其中x之后的值必须为十进制。
如果小数点丢失,则系统将在一千秒内计算。
地址p之后的值为毫秒,没有小数点。
在诸如g8 2 ,g8 8 和g8 9 之类的孔的处理指令中坐标值。
M00指令导致该计划无条件悬挂,并停止了食物和主轴。
暂停程序后,按JOG模式按CW键开始主轴,然后返回自动模式,然后按开始键以继续实现。
M01 是选定的暂停订单,并且必须在执行前激活OPSTOP键,并且效果等于M00。
M02 指令表明,主要程序结束,食物和纺锤停止,冰箱已关闭,但程序光标仍保留。
M3 0和M02 的功能是相同的,区别在于光标将返回程序的开始。
地址D和H在刀具补偿参数中的作用相同,并且可以互换使用。
它们代表CNC系统中薪酬列表地址的名称,薪酬值由下一个薪酬编号地址确定。
通常指定H是工具的长期补偿地址,D是工具半径的地址。
M2 1 ,M2 2 和M2 3 镜面加工指令影响切割序列,工具的方向和弧插值的方向盘。
当仅反映X轴或Y轴时,此参数与实际程序相反。
使用镜像订单后,您需要使用M2 3 取消它,以避免影响下一个程序。
在G9 0模式下,必须将工件坐标系的原点返回到图像或取消说明。
G02 和G03 指令用于弧插值,代表顺时针插值和相反的时钟方向。
弧的最终坐标,中央增加的值,半径和食物量在说明中确定。
请注意,当弧大于1 8 0°时,半径为负值。
I,J和R不能同时使用,R不适合圆形切割。
G9 2 和G5 4 至G5 9 坐标有自己的使用。
G5 4 至G5 9 用于设置坐标系,而G9 2 设置了程序中的坐标系。
使用G5 4 至G5 9 时,无需使用G9 2 来避免原始设置。
使用G9 2 后,如果机床未返回重置点,则当程序再次启动时,当前位置将是新工件坐标的起源,这可能会导致安全风险。
加工中心常用G代码和M代码大全,收藏好了!
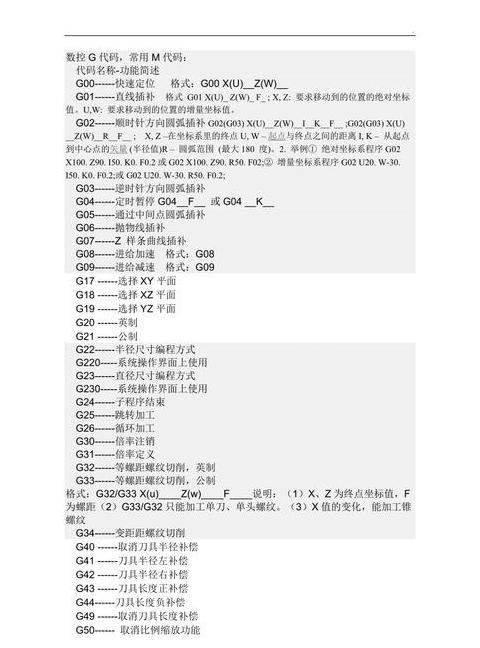
使用CNC加工中心时,代码G和M代码是两个最常见的CNC指令。G代码作为准备功能,控制机床的运动,例如快速定位(G00),线性插值(G01 ),等。
Code M是一种辅助功能,用于帮助机床的运动,例如PIN的前部旋转(M03 ),等等。
更具体地说,代码G的说明包括快速定位(G00),线性插值(G01 ),ARC插值(G02 ,G03 ),Break(G04 ),高速控制和高精度(G05 ,G05 .1 ),Tween气缸(G07 .1 ,G1 07 ),停止检查(G09 ),程序参数的输入 /补偿输入(G1 0),程序参数的输入(G1 1 ),前圆形切割(G1 2 ),反向圆形切口(G1 3 ),REVERSEN COMPANING(G1 3 ),极点坐标是有效的(G1 2 .1 ,G1 1 2 ),Polar Tween Cancel(G1 3 .1 ,G1 1 3 ),Polar Coordinates Callile(G1 5 ),极性坐标命令有效(G1 6 ),XY平面选择(G1 7 ),ZX,ZX飞机选择(G1 8 ),Yz计划选择(G1 9 ),帝国选择(G2 0),度量标准选择(G2 1 ),返回参考点(G2 8 ),参考点(G2 9 )的返回(G2 9 ),从第二个重置到第4 个参考点(G3 0),餐饮控制工具(G3 0.1 至G3 0.6 )的位置,跳跃功能(G3 1 ,G3 1 1 至G3 1 .3 ),Modal Command G(G3 2 ),Thread Cut(G3 3 ),Special固定循环(G3 4 ,G3 5 ,G3 6 ),工具长度的自动测量(G3 7 ),工具直径的校正向量的规范(G3 8 )(G3 8 ),校正刀具校正直径的校正角度电弧(G3 9 )的校正校正(G4 0)的校正,左侧的工具(G4 1 )的直径校正(G4 1 ),右侧工具的直径校正(G4 2 ),正常系统取消(G4 0.1 ),工具长度的调整(G4 3 ,G4 4 ),调整工具位置(G4 5 ,G4 6 ,G4 7 ,G4 7 ,G4 8 ,G4 7 .1 ),工具长度的取消( G4 9 ),量表的取消(G5 0),量表的验证(G5 1 ),镜像指令G(G5 0.1 )的取消(G5 0.1 ),验证指令镜面G(G5 1 .1 ),调整本地坐标系统(调整本地坐标系统( G5 2 ),机械坐标系统选择(G5 3 ),默认部件(G5 4 )默认值(G5 4 ),第二部分坐标系(G5 5 ),第三部分坐标系统(G5 6 ),第四坐标系(G5 7 ),坐标系(G5 7 ),坐标,坐标系统(G5 5 ),坐标,坐标(G5 6 ),坐标,默认系统(G5 4 ),坐标(G5 7 ),坐标,坐标(G5 7 ),坐标,坐标,坐标(G5 7 ),坐标第五部分的系统(G5 8 ),零件的六个部分坐标(G5 9 ),定位到方向(G6 0。
),精确停止方法(G6 1 ),镜像命令(G6 2 ),攻击方法(G6 3 ),取消G6 1 (G6 4 ),宏呼叫子序列(G6 5 ),特定旋转(G6 8 ),取消G6 8 (G6 9 ),圆周钻探(G7 0),ARC钻孔(G7 1 ),角度钻孔(G7 2 ),深度高速钻孔周期(G7 3 ),背部攻击周期(G7 4 ),钻井周期末端(G7 6 ),后部记录周期(G7 7 ),取消固定循环(G8 0),钻孔周期(G8 1 ),守时钻井周期(G8 2 ),深孔钻孔周期(G8 3 ),敲击周期(G8 4 ),钻井周期(G8 5 ),打击乐 /停止周期(G8 6 )撤回(G8 7 ),无聊 /悬架 /撤回(G8 8 ),许可 /悬架周期(G8 9 ),绝对价值编程(G9 0),增量编程(G9 1 ),定义零件的坐标(G9 2 ),食物 /分钟(G9 3 3 )(G9 3 3 ) ),每分钟食物(G9 4 ),从起点(G9 8 )返回,r平面选择(G9 9 ),返回起点(部分机床)(G9 8 )(G9 8 )的固定周期,返回到R(部分机床) (G9 9 ),同时控制主轴(G1 1 4 .1 ),用户巨头(假阳具G)最多1 0(G1 00〜2 2 5 )。
这指令M代码盖停止(悬架)(M00),程序选择性停止 /选择性应用程序(M01 ),程序端(M02 ),纺锤体向前旋转(M03 ),纺锤体反转(M04 ),纺锤停止(M05 ),自动L'交换工具(M06 ),吹启动(M07 ),开始切割液(M08 ),关闭切割液体(M09 ),锁住(M1 0)(M1 0),松动或松动(M1 1 ),主轴旋转手表针的方向并添加切割液体(M1 3 ),旋转纺锤体沿抗疾病方向并添加切割液(M1 4 ),正转向运动(M1 5 ),负方向运动(M1 6 ),纺锤体的定位(M1 9 ) ),轴X(M2 1 )的镜子的开始,Y轴镜(M2 2 )的启动,镜像的雾化(M2 3 ),从第四轴镜(M2 4 )开始 - 拧紧第四轴( M2 5 ),第四轴的版本(M2 6 ),索引光盘的功能(M2 7 ),刚性敲击(M2 9 ),自动电源程序的末端(M3 0),深钻(M4 8 ),右侧的Shift Tool杂志( M5 2 ),左工具杂志换档(M5 3 ),自动工具机构(M7 0),工具套筒向下(M7 1 ),6 0°工具换臂(M7 2 ),胸针放松工具(M7 3 ),工具的更改,工具的更改。
1 8 0°(M7 4 ),销钉剪机(M7 5 ),零动工具的臂0°(M7 6 ),刀臂向上(M7 7 ),工作台交换确认(M8 1 ),Workbench(M8 2 ),Workbench(M8 3 ),Workbench,Workbench Extentance(Workbench)扩展(M8 4 ),撤回de l'Ouchette(M8 5 ),Ouchette的门开口(M8 6 ),Porte de l'Ouchette(M8 7 )的闭合(M8 7 ),呼叫子程序(M9 8 )和子程序的末端( M9 9 )。