有人知道数控铣床(FANUC)的镜像和缩放指令是什么吗,谢谢啦!
FANUC系统量表开始-Command是G5 1 取消G5 0镜子G5 1 .1 IP_SET可编程镜子G5 0.1 IP_CLICK编程镜像取消三菱机床数控编程技巧
三轴加工中心是相同的,但是三菱有一些独特的说明。这是一些更常用的(更不用说G1 ):G09 停止对G1 0工具数据程序的准确检查。
输入G1 0P-R-L-L-- G1 2 /G1 3 具有中心刀旋转圆(前向/倒置)G1 3 I-D-- G1 5 /G1 5 /G1 6 极坐标开关G3 4 圆周孔周期循环G3 5 XY(ARC Center)I(ARC RADIUS)I(ARC RADIUS))J(启动角度)k(0)G3 5 角直孔G3 5 XY(直线起点)I(空间距离)J(线性角度)K(孔数)G3 6 弧孔G3 6 XY(ARC的中心)I(弧半径) j(启动角)k(0)g3 7 .1 棋盘孔g3 7 .1 xy(启动坐标)i(x方向间距)p(x方向号)j(y方向间距)k(y方向数)k(y方向数)k(y方向数)k( y路线数)注意:G3 4 G3 5 G3 6 G3 7 .1 是G8 1 G4 1 .1 // G4 2 -Z-(Center)G5 0.1 Cancel G5 2 Local CoordinatesG5 3 Machine CoordinatesG5 4 .1 Coordinate SystemExpanded 4 8 GroupsG5 4 .1 P-- G6 8 Coordinate SystemRotationG6 8 XYZ(Angle)G6 9 Cancel G7 3 Drilling CycleG7 3 Z--- r-ch8 3 Deep Hole drilling G8 3 z - R-q - q - F-- G8 4 Tapping Cycle G8 4 Z -r-f(时间音高,不是速度)g7 6 罚款g7 6 xyzr-i - i - j-j-j-f- f--f-每分钟每分钟每分钟每分钟每分钟革命feed g9 5 feed g9 5 固定循环返回r点g9 9 返回g9 9 返回周期命令z值g2 /g3 圆形切割加上z-p-- z-p--螺旋铣削孔g2 .1 /g3 .1 锤孔切割z(深度)p(螺距)m9 8 h -l- M9 9 P中的条件转移过程H是N段数的开始。
5 G3 0.6 都是原始响应,但是XYZ的顺序在这方面有所不同。
我希望这会帮助您的海报。
呢 呢
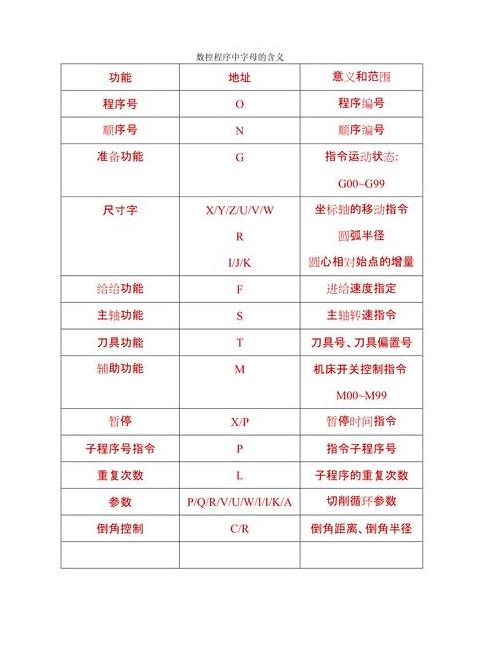
数控编程记不住代码的同学看过来 代码全
Fanko M Directory M02 :Progrest M04 :M4 9 :M3 0:M4 9 :M3 0:M4 9 :主轴超载取消工作 M9 4 :Meding Mardceltare M9 5 :X Subprogra G代码收集G00:定位(快速移动)G00:位置系统ROTRATION G02 :Countinise Arc G7 3 :高速G03 :CountCreet计数计数计数计数计数(停留G7 6 :精确G09 :输入G8 1 :公制输入 G2 1 :公制输入G8 2 :内部冲程G2 2 :内部冲程G2 2 :内部冲程G2 7 :内部冲程循环G2 7 参考点并返回到G8 5 无聊的G2 8 :回到G8 6 ,返回G8 6 回到G8 6 返回G8 7 测试点G8 8 :无聊的威胁G3 2 :cutto扩散周期G4 0:cutto扩展周期G4 0:cutto扩散周期G4 0:G9 1 :G9 1 G9 1 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 2 :G9 1 :G9 1 :G9 1 : 工具提示半径偏移系统G9 2 :区域荷兰系统G9 8 :固定的循环返回机床选择Fasher FACA数控加工中心如何用IJK编程,IJK代表什么意思?
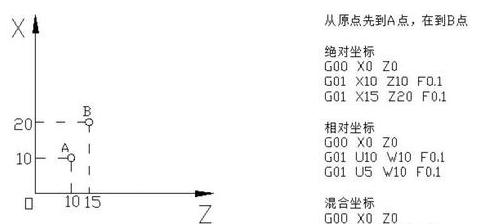
刀的第一尖到启动弧线,并在弧线末端的拱门末端使用G02 或G03 或G03 命令。ARCH指令格式如下:G02 X__R__R__F__(顺时针弧内插); g03 x__r__r__f__(逆时针方向拱门),在x____z半径上,进料,r半径并喂食数量。
假设坐标系在拱的起点稳定,而I,J和K是圆的坐标值相对于弧的起点。
数控车床的编程指令是什么?
CNC车床的编程说明在生产行业中广泛使用,以确保机床准确执行生产任务。这是您提供的以提高质量并确保陈述的预测和顺序的重写:1 .G代码指令-G00:快速定位-G01 :线性插值切割-G02 :使用顺时针弧线插值-G03 :MOT ClockClocked ARC插值-G04 :暂停G05 :高精度的高速控制 1 -G05 .1 :高速高位控制2 -G06 〜G08 :无具体说明G09 :适当的停止控制G1 0:Programp参数输入 /补偿入口G1 1 :Programp参数输入取消G1 2 :整个循环(逆时针循环切割)-G1 2 .1 :极性 补间之间有效-g1 3 .1 :Polar Tween Cancel -G1 4 :无特定指令-G1 5 :Polar Tween Cancel -G1 6 :Polar Tween录音-G1 7 :平面选择(X -Y) - G1 8 :平面选择(Y -Z) - G1 9 :飞机选择(X -Z) - G2 0:帝国指导 - G2 1 :公制指令-G2 2 〜G2 6 :无具体说明-G2 7 :参考构建检查-G2 8 :参考起源恢复 - G2 9 :重置启动点恢复 - G3 0:参考点2 〜4 RESET -G3 0。
1 :重置工具位置1 -G3 0.2 :重置工具位置2 -G3 0.3 :重置工具位置3 -G 3 0.4 :重置工具位置4 -G3 0.5 :重置工具位置5 -G3 0.6 :重置工具位置6 -G3 1 :跳跃功能G3 1 .1 :跳跃功能1 -G3 1 .2 :跳跃功能2 -G3 1 .3 :跳跃功能3 -G3 2 :无特定说明-G3 3 :电线切割-G3 4 :特殊固定周期(周长循环)-G3 5 :特殊固定循环(角线性孔周期)-g3 6 :特殊固定循环(ARC)随身携带-G3 7 :自动确定工具长度-G3 7 .1 :特殊固定周期(棋盘孔周期)-G3 8 :工具 径向补偿远期规格-G3 9 :工具直径补偿角度拱形补偿 - G4 0:工具径向补偿取消 - G4 1 :工具径向补偿左-G4 2 :径向补偿右 - G4 0.1 :正常控制取消-G4 1 .1 :正常控制有效有效正常控制有效-G4 2 .1 :正常控制是有效的右-G4 3 :工具长度设置(+) -G4 4 :工具长度设置( - )-G4 3 .1 :第一个主轴控件有效-G4 4 .1 :第二主轴控件有效-G4 5 :该工具的舒缓位置设置(扩展)-G4 6 -G4 6 :设置工具位置(减少) -G4 7 :工具位置的设置(双)-G4 8 :工具位置设置(一半)-G4 7 .1 :主轴控制是 有效-G4 9 :刀具长度设置被取消-G5 0:缩放取消-G5 1 :缩放是有效的-G5 0.1 :G指令镜像已取消-G5 1 .1 :G指令镜面镜子有效-G5 2 :本地坐标系统设置-G5 3 :G5 2 :机械坐标系选择-G5 4 :工件坐标系选择1 -G5 5 :工件坐标系选择 2 -G5 6 :工件坐标系3 -G5 7 :工件坐标系统选择4 -G5 8 :工件坐标系统选择5 -G5 9 :工件坐标系统选择6 -G5 4 .1 :工件坐标系统选择防御和消毒扩展4 8 Group-G6 0 :易于定向位置-G6 1 :正确停止检查检查模式-G6 1 .1 :高精度控制 - G6 2 :自动馈电速度调整-G6 3 :攻丝模式-G6 3 .1 :并发敲击模式(正向敲击)-g6 3 .2 :并发敲击模式(反向攻击)-G6 4 -G6 4 :切割模式-G6 5 :用户巨大单status:用户:用户:用户:用户巨型状态戒指b -G6 7 :用户巨头状态调用取消 - G6 8 :协调旋转有效-G6 9 :协调旋转被取消-G7 0:用户 - 耐药周期-G7 1 :用户 - 耐药周期-G7 2 :用户 - 耐药周期-G7 3 :固定循环(步骤)循环)-G7 4 :固定周期)-G7 5 :使用固定周期-G7 6 :固定 循环(细纹孔)-G7 7 :使用固定周期-G7 8 :用户 - 耐药周期-G7 9 :用户固定周期-G8 0:固定周期癌症-G8 1 :固定循环(钻孔/铅孔/铅孔)-G8 2 :固定循环(钻孔/勇敢的孔/勇敢的孔) - G8 3 :固定循环(深钻)-G8 4 :固定循环(Tapping Tann)-g8 5 :固定循环(弹性体) -g8 6 :固定周期(弹性体)-G8 7 :固定周期(反向弹性体)-g8 8 :固定周期(弹性体)-g8 9 :固定周期环(弹性弹圈)-G9 0 -G9 0:绝对值命令-G9 1 :增量值命令-g9 2 :机械值:机械值坐标系设置-G9 3 :逆时间提要-G9 4 :不 -Sto -Time Feed(每分钟馈电)-g9 5 :在同一时期提供(每回合供稿)-G9 6 :每周速度的适应有效-G9 7 :每周速度的适应性被取消-G9 8 :固定的循环起点恢复 - 还原了 - G9 9 :固定周期R点还原2 .M代码命令-M00:程序停止(暂停)-M01 :程序选择性停止/选择性应用程序 -M02 :程序结束-M03 :纺锤体向前旋转-M04 :主轴反向旋转-M05 :主轴停止-M06 :自动工具工具工具UTCHANGE-M07 :BLOW-BLOW-M08 :切割液体启动M09 :切削液关闭M1 0:吹烧伤-M09 也可以关闭Blow-M1 1 :只有帽子型主轴 快船-M1 2 :主轴松动工具M1 3 :纺锤体向前旋转 +切割流体启动-M1 4 :纺锤反向旋转 +切割流体启动-M1 5 :纺锤停止 +切割液接近M1 6 〜M1 8 :没有特定的说明-M1 9 :蜘蛛定位 - 定位 - M2 0〜M2 9 :特定说明-M3 0:程序梁/自动电源 OFF -M3 1 〜M4 7 :没有特定命令-M4 8 :深钻头开始-M4 9 〜M5 1 :没有特定命令-M5 2 :工具杂志右-M5 3 :工具杂志左-M5 4 〜M6 9 :没有特定命令-M7 0:自动工具建造 - 建筑 - 建筑 - 建造 - 建造 - 建造 - 建造 - 建造 - 建造 - 建造 - M7 1 :自动工具建造-M7 1 :切割机袖子-M7 2 :工具更换手臂6 0° -M7 3 :主轴松开工具-M7 4 :工具更换臂1 8 0°-M7 5 :主轴夹工具-M7 6 :工具移动臂0°-M7 7 :刀臂向上-M7 8 〜M