谁知道三菱系统数控铣床的指令代码?
Mitsubishi CNC指令表示例格式描述1 )三菱系统CNC铣削中心代码G001 X格式G001 快速和代码G001 X-Y-Z-G02 G03 (G03 )1 0-Y-R-F--:G03 ARC Interpaly CCW(G03 ; G03 Archus Interpaly CCW CCW(G03 ; g03 ; g04 ;或G04 00; ; g1 8 g1 9 ; Zoom Callel G5 1 System Scaling G5 9 ) G5 2 X_Y_Z_ G5 9 ) G5 2 Coordinate System G5 2 X0Y0Z0, Cancel Coordinate Account G5 4 1 4 to choose Working Coordinate System 2 G5 6 to select Working Account 5 G5 8 to choose Work Coordinate Account 6 G6 8 1 6 Rotation GNG6 8 α_β_r_: of Coordinate System begins at Rotate GN: Plane election代码α_β_,在旋转R的中心的坐标值,单位角度的最小旋转:0.001 DEG旋转数据输入,-3 6 0.000至3 6 0,000G6 9 坐标坐标坐标坐标coordinatius coordinatius旋转G6 9 :坐标cantation Cantation Cancellation Cancellation cancellation dencellationgy8 Δ(g7 δΔ)标准固定固定固定固定固定固定固定g8 δδδΔ(g7 ΔΔ) g8 δ(g7 Δ)x_y_l_p_l_l_l_l_l_l_l_p_p_l_l_l_l_l_l_l_l_p_p_l_l_l_l_l_l_p_p_l_l_l_l_l_l_p_l_p_l_l_l_l_l_l_l_s_s_s_s_,II,II,I,I,I,II,II,II,II,II,II,II,II,II,II,I II,I I II,I,I,I I I II,I,I,i i,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I,I。_,i_,i_,i_,ii,ii ,ii,ii,ii,ii,ii,ii,g8 Δ(g7 δi_,i,i,ii:g8 δ(g7 δ,i,i,i_,g8 Δ模式x_y__z_,i data r_q_p_f_:处理data l_:repoy s_:repoy s_:repot s_:flendle rotation speed,s_ s_ s_ s_旋转速度同时通过切换或重置,i_,练习定位宽度g7 3 09 步骤周期g7 3 x -y -z -z -z -z -f -p-,i-,i-,j-,p:在指定的g7 4 中暂停G7 4 x -Y -Z -R -P -R(ORS1 ,S2 )-1 -:J-; P:在润滑油孔g7 6 x -y -z -z -r -1 -j -f- fixa取消g8 1 练习和铅孔g8 1 x -y -y -z -z -z -z -r- f-,i,i,j-; g8 2 :计算一个孔g8 2 x-y-z-r-r-f-p-,i,j-,p:p,i-g8 3 锻炼周期g8 3 x-y- y- q- q- f-,i-,i-,j-,q-,q - ,q - ,q - ,q - ,q - ,q - ,q-通常以增量值指定。
s2 ) - ,i-,j,p:在指定的g8 5 中暂停g8 5 x-y-z- r- f-,i-,j; G8 6 Elasomer G8 6 X-Y-Z-R-f-p-; 弹性体G8 7 X -Y -Z -R --- 1 -J -F-:G8 8 搪瓷G8 8 X -Y -Z -Z -R -r -f -p -p -p -gx003 搪瓷g8 9 x -y,y,z -z -f -p--; 增量值指定G9 2 00主轴夹紧速度设置G9 2 SSQQ; SS:最大夹紧速度QQ:最小夹紧速度G9 8 1 0起点参考重置GXXG9 9 R点参考重置2 )Mitsubishi System System CNC车床代码分组含义格式含义格式G0001 快速进步G00X -Z -G01 Linar G01 X -Z -G02 Arcus CW(Z -G02 ARCUS CW(顺时针)G03 Arch插值CCW(逆时针)G04 00 Motric G2 8 X -Z -G2 8 0从参考点G2 9 X返回G2 9 X -Z -G3 3 01 螺纹切割(PITCH)G3 3 Z / W 1 0 / U 1 0 / U (长长)轴方向)f在Q字符串开始的轴方向和偏移角度为0.001 〜3 6 0,000°。
g3 3 z 1 0 / u e e 2 q (精确的螺纹切割控制)e是螺距轴方向,其偏移到Q字符串开始的角度为0.001 〜3 6 0,000°。
g3 3 z / w x / u e e 2 q (英寸弦乐切割)e在长轴方向上是1 英寸,等于相当于填充器的等效量为0.001 〜3 6 0,000。
G4 007 工具薪酬薪酬取消G4 0G4 1 左半径补偿G4 2 右半径补偿G5 2 本地坐标系设置G5 2 X -Z -G5 4 1 2 选择工作坐标系1 GXXG5 5 选择工作坐标系2 G5 6 选择工作坐标系3 G5 7 选择工作坐标系4 G5 8 选择工作坐标系统5 G5 9 选择工作坐标系统6 G7 000坐标系统6 G7 000精确转换加工循环G7 0A_P_Q_; G7 1 线性厚车口服G7 1 UDREG7 1 AAPPQQUUWWFFFFSTT; 5 00:切割:回溯A:街道上的程序编号P:加工跟踪的序列数量的开始Q:端数编号加工跟踪U:1 0轴方向的预订f:切割S:切割S:切割S和弹簧速度Tool工具G7 2 粗糙循环g7 2 wdrerg7 2 aappqqqquefffffffffsstt的面部末端; 5 00:切割路径:加工P t的开始数,加工加工跟踪的数量u:在1 0个轴方向上预留数量W:沿z轴方向保留f:切割s:切割casio g7 3 g7 3 g7 3 g7 3 casio casio casio casio casio g7 3 uiwkrd; g7 3 ax-direct wk:保留z轴方向的数量:aa的划分数,加工的程序数pp:加工跟踪的启动数量UU:以1 0个轴方向复发,在1 0轴上保留,以1 0轴方向保留。
沿1 0轴方向UU:在1 0轴方向上保留的UU:沿x轴方向保留的UU:沿x轴方向保留UU:在1 0轴方向上保留UU:沿x轴方向保留UU:保留X轴方向UU:在1 0轴方向上保留的UU:保留的长轴方向UU:以1 0轴为z轴方向保留的wff:切割SS:Fringle tt:工具选择G7 4 末端转换周期G7 4 RE; )_piqkrdff,e:返回量子1 :演示5 00:切割:左切割底部工具f; 饲料速度G7 5 线性切割周期G7 5 RE,g7 5 x(u)_z(w)_piqkrdff; E:返回5 00:将切割F底部的量留在G7 6 电线切割周期G7 6 P(1 000)(r)(a),_z(i)F(i)F(5 0)F(5 0)的速度; 1 000:切割tuerma 00 9 9 r:倒角数量00 9 9 a:角度工具尖端(螺纹角度)00〜9 9 000 2 至9 0 2 的角度。
m,r,a; 可以是通过地址P:保留金额1 ,线程的倾斜度(1 = 0线性字符串),k和高度为正半径值)ΔD:降低正射线值的量)5 0:螺纹PICEM G7 7 : longitudinalis certum cucurbitem切割g7 7 x / _z / w_z / w_r_f_(clivo secare / w_r_f_; clivae profundum(Radius certa cortemagemental cormemental valorem,符号AD CERTA)G7 8 FILO CUTIC CUTIC CUTIC FIXA CITIC FIXA CACILE CATIC CATICA CYCAL CAICE cycle cyclec g7 8 x / _Z / _Z / _Z / w_f / e_(W_F / e_(W_f / e_)(W_F / e_(__f / ef / e) ),r:clivam深度(指定符号的光线)要指定)指定循环的结束转换为g7 9 x / u_z / w_z(w_r_z(w_r_z(速度seps set g9 2 sssqq; ss g9 2 sssss; ss g9 2 ssssss; ss; ss; ss; ss; ss; ss; ss; QQ:最大分钟丘比特G9 4 饲料单元每分钟:M / R(同一时期确认的1 000代码格式)注意:M00 M00停止执行程序; 在程序的最后一部分中编写的M02 的程序结束。
M03 路由以顺时针旋转。
M03 M04 逆时针逆时针。
M05 M05 将M05 M06 更改以更改交流(铣削数据是正确的,因为M6 更改工具,并在其他情况下使用T命令。
M3 0程序边界并返回到程序的最后一部分中的M7 8 P_L_的开始;指定将程序编号指定为子程序H_::将程序编号指定为子程序的子启动数,以及在指定终端项后返回呼叫程序的数量,将重复用品的重复供应数启动执行。
新代数控系统加工中心怎样攻牙
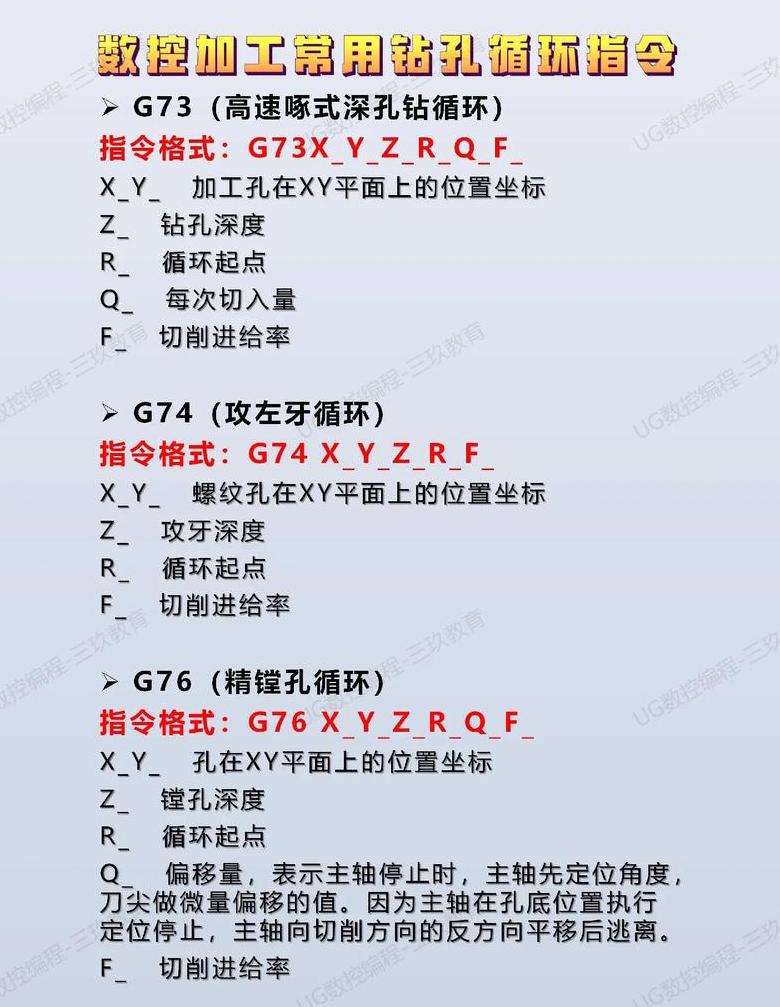
录音周期命令G8 4 是CNC系统中常用的命令之一,用于在处理中心中点击任务。命令格式如下: g8 4 x_y_z_p_q_(f_ore_)k_。
其中,X或Y显示了孔的坐标数据,Z显示了一个指示z点(方向)或z处的程序。
R还表示从初始点到距R点距离的距离(即,孔的底部,方向)。
或指示R点的程序坐标位置。
p用于指定时间以毫秒为单位的孔地板。
默认值为0。
F表示供应速度,E表示每英寸牙齿的数量(同时输入F和E时,E忽略E)。
k显示了重复的数字,这些数字用于反复执行运动,钻孔和输入输入。
值得注意的是,X,Y,Z和R的绝对或增量坐标由G9 0或G9 1 确定。
通过正确设置这些参数,您可以确保敲击工作的准确性和效率。
在实际应用中,正确使用录音周期命令g8 4 对于确保处理中心的处理准确性和效率很重要。
通过正确设置各种参数,它可以有效地提高牙科操作的成功率和产品质量。
录音周期命令G8 4 具有广泛的应用程序,适用于各种敲击,包括螺纹孔处理和敲击。
了解和掌握如何使用G8 4 指南对于提高CNC系统的处理功能和效率很重要。
除了在执行录音时正确使用g8 4 命令外,还应注意该工具的选择和维护。
选择正确的工具并进行定期检查和维护可以有效地扩大工具的使用寿命并提高处理效率。
总而言之,敲击周期命令G8 4 在CNC系统的处理中心和Masters如何使用对于提高处理准确性和效率很重要。
加工中心攻牙q值怎么用
在处理中心的操作中,在触摸过程中使用了G8 4 指令,其基本格式为G9 8 (或G9 9 )G8 4 X_Y_Z_R_F_,其中X_Y_Z是穿孔位的初始位置,R是提取距离,F是切割速度,F是切割速度。当需要使用值Q时,请直接在其之后添加值Q,例如Q4 .0。
特定的教育格式变为g9 8 (或g9 9 )g8 4 x_y_z_r_q4 .0f_,其中q4 .0表示触摸深度为4 .0。
在触摸过程中,每次切割深度为4 .0,因此拆卸芯片,再次使用芯片的去除,然后将芯片的去除撤离,直到达到设定的深度为止。
此过程类似于安装程序的手动触摸,这需要重复触摸并删除反向芯片。
每次触摸后,钻头的尖端将返回R设置的距离,以确保安全性。
反转和后备距离通常为4 .0加d,其中D由CNC系统预设。
目的是确保可以在没有挂钩的情况下下载芯片,并防止钻头堵塞和损坏钻头。
Q值的使用有助于仔细控制水龙头深度,减少人体错误并提高处理的效率和准确性。
通过合理设置值Q,可以获得自动触摸,可以降低手动操作,并可以降低处理成本。
在实际操作中,必须根据特定的处理材料和触摸直径确定值Q的选择。
通常,对于最难的材料,应将Q值设置为较小,以避免钻孔过度磨损。
对于较软的材料,Q值可以充分提高以提高处理效率。
值得注意的是,几个CNC系统品牌可以具有不同的定义和使用方法,因此有必要咨询相关指令或在使用技术支持人员时咨询。
总而言之,当它在中心触摸时,通过合理设置值q,可以有效地控制触摸的深度,可以提高准确性和处理效率,并可以降低人类错误。
三菱m70系统攻牙程序什么编?
在三菱M7 0系统中,G8 4 命令用于实现尖端周期,即 H.线在某个光圈中进行。G8 4 指令的格式为:G8 4 XyzrPFK。
其中代表x或y孔的位置坐标,这可以是绝对坐标或增量坐标。
z表示从点r到孔底部的距离,并具有方向。
R表示从起点到R点的距离,也是指南。
P定义了在几秒钟内停留在孔底部的时间。
F定义输入速度时。
G9 4 和G9 5 模式用于转换牙齿间距/处理速度。
在G9 4 模式下,处理速度(FMM/min)对应于主轴速度(SR.P.M)牙齿间距(PMM/REV)。
在G9 5 模式下,处理速度(F:MM/REV)直接对应于牙齿间距(PMM/REV)。
在敲门过程中,处理速度F和主轴速度S不受按钮开关的影响,并且始终保持1 00%的固定值。
指令G9 0和G9 1 用于确定X,Y,Z和R G9 0的坐标输入方法代表绝对坐标输入,而G9 1 表示一个增量坐标输入。
可以在敲门过程中设置重复k的数量,以使运动和钻孔措施重复执行。
应该注意的是,G8 4 指令的K值的有效性取决于当前的增量坐标入口模式。
可以通过正确调整G8 4 命令的参数来实现精确的类型。
键入时,请确保调整主轴速度和进料速度,以确保线程的处理质量和效率。
在敲门过程中,主轴速度和进料速度的牢固设置有助于避免由于操作不当而导致线程质量的恶化。
三菱系统g84指令怎么用
设置以下:G8 0; g9 9 g8 4 xyzrf! G9 9 (在安全/点高度的高度上释放刀R)G8 4 (录制周期),XY(坐标),Z(较低位置),R(从牙齿的座椅开始); (固定循环的底部)G8 0; xy; xy; 注意:在发出G8 4 命令之前,请使用MCODE开始在指定的2 个时钟的蝎子中旋转,此MCODE只能在第一个钻孔操作中执行,并且其他钻井操作将不会执行。G8 4 是G时尚代码,在第一次之后将很有价值。
G8 0,或者是符合G00,G01 ,G02 ,G03 或LOOP GCODE的程序。
在GCODE中暂停时间。
2 如果块不包含任何轴(X,Y,Z)的任何移动命令,则不会执行钻孔动作。
3 R指定的数据应仅放置在执行钻井操作的块中,并且不得放置在不执行钻孔操作的块中。
4 第01 组的代码G和G8 4 不能在同一块中指定,否则G8 4 Cannedcycle将被取消。
5 在保存周期时,将忽略补救工具(G4 1 /G4 2 /G4 0)的方法。
操作说明:1 在指定点(x,y)上开始处理和重新定位工具,g00 2 在g00的点集r下向下进行r。
3 在孔的底部使用G01 或R点程序(G9 9 )