外螺纹切一刀就要写四个程序段太麻烦!教你用G92固定循环指令
在CNC处理过程中,处理外部流程通常需要乏味的编程,并且每个切割都需要四个软件段。为了解决这个问题,我们在这里分享了如何使用固定G9 2 周期的说明来简化操作,尤其是对于弗兰克系统工具。
转动流量的一般方法包括直接类型的G9 2 和斜类型G7 6 由于发现线程的检测,例如使用螺纹环压力表和千分尺,请确认处理质量。
固定循环G9 2 的团队具有建立循环和自动螺纹的起点,最终点和方法的功能,这适用于中高度的圆柱,圆锥形和圆锥形流。
编程格式如下:圆柱线:g9 2 x(u)-z(w)-f -consal线程:g9 2 x(u)-z(w)-r -f -w -w,其中x和z是x和z的坐标。
最后一点,u和w是增量,r是圆锥线程半径的差异,而F是领导。
周期的过程包括四个阶段:A(快速向前),B(切割),C(出口)和D(返回起点)。
值得注意的是,在处理过程中必须削减G9 2 命令几次,注意切割和切割量的协调,尤其是当步骤超过3 毫米时,会产生刀。
此外,进料率将限制为1 00%。
以下示例说明了实际应用中G9 2 指令的步骤:要编写G9 2 程序,使用工件准备的数值计算。
在UG软件培训中,加入组7 2 6 2 3 6 5 03 可以接收免费的材料和通信资源。
请记住,如果您手中有知识,练习是改进的关键。
加工中心中法兰克系统G52和G92有什么区别?
在处理中心中,G5 2 和G9 2 是两个常用的说明,其主要区别是各种对象和动作。以下是下面的差异和示例:1 此说明仅适用于当前程序,并且不影响其他程序。
-G9 2 指令:用于确定工件坐标系的绝对坐标值。
本指南适用于当前和以下程序,直到重新定义或重置为止。
示例:-G5 2 指令:假设工件必须在处理过程中将1 0 mm移动到X轴方向,则可以使用G5 2 X1 0.0指令实现。
-G9 2 指令:假设必须将工件坐标系的起源设置为处理过程中工件的某个位置,则可以使用指令G9 2 X0.0Z0.0实现。
应该注意的是,上述示例仅是示例,在实际应用中,必须在某些情况下选择和应用它们。
加工中心中法兰克系统G52和G92 区别
在包装中心,G9 2 和G5 2 用于组织各种托管系统,但它们以不同的方式工作。G9 2 临时协调器系统描述了G9 2 X_Y_Z_,该系统用于指定格式是程序中的一个点。
电力退出后,该协调系统将丢失。
作为G5 4 与Pipese Pipese之后的G5 4 的G5 4 相反,将在电源出口后将其保存。
G5 2 取决于G5 4 预生产前系统。
例如,G5 2 X 2 01 2 2 2 0 结构化点用作原点,并添加X2 0和Y2 0和Y2 0。
例如,G9 0G5 G5 G5 G5 G5 G5 G5 G5 4 X01 Z0。
G5 G01 C5 .G5 2 X0。
G5 0。
G5 2 X3 0。
新来源G5 2 X 2 01 2 0,G5 2 X2 0Y3 0,建立新来源的G5 2 在以下过程指南中,所有坐标都是根据此新房屋计算的。
该过程完成后,可以通过G5 2 XY0Y0删除此新来源并取消G5 4 的建立。
通常,它用于临时设置协调器,G5 2 基于G5 4 以形成新的协调器来源。
这两个原则可能令人惊讶,可变和准确的过程控制控制。
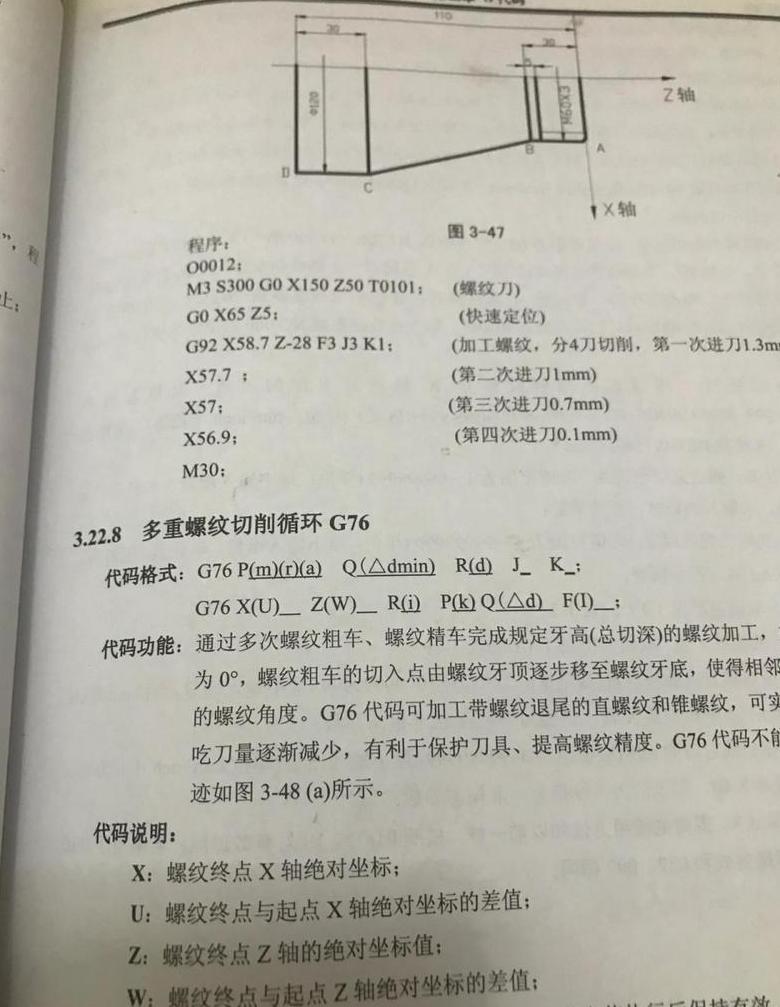
广数980tdbG92指令车锥螺纹编程实例求解例如:D=60d=50螺距2求解详细点师傅,谢谢!
广泛的数据9 8 0TDBG9 2 是锥形线程中使用的FRANT系统的编程命令。这是编程示例的解决方案。
1 假设螺纹直径为6 0mm,螺距P为2 mm,螺纹的小直径D为5 0 mm。
2 首先设置初始位置。
3 使用G9 2 命令设置线程的起点。
4 x轴x5 9 .6 ; 切成线程以循环G9 2 命令执行线程处理。
对于公制锥线,G9 2 命令格式是G9 2 X(u)_z(w)_r_f_jj_k_l; 切割的起点处的z轴或x轴切割相同的螺距螺纹切割。
8 线程处理后,G9 2 命令执行螺纹撤回过程。
在螺纹切割的末端,Z轴继续插入螺纹,而X轴呈指数或线性地加速。
Z轴到达切割端点后,X轴以快速移动的速度撤退。
上述程序必须根据实际的机床和工件条件进行调整。
此外,有两种连接伺服放大器的方法:A型和类型B。
为了避免警报或其他问题。