广州数控车床g71编程怎么编
G7 1 是完成CNC车床的完成周期的完成,主要用于实现从粗机到完成外部圆圈或最终面的过渡。格式g7 1 指令如下:g7 1 u的深度_r _g7 1 p程序编号_q number_ux creative _wz而不是完成营养。
其中,u代表每个零件的深度,r代表下降量,p和q决定了粗糙路径,代表UX和WZ终结允许,F确定营养量。
使用G7 1 指令进行编程时,首先需要进行粗糙的路径和整理,以确定该零件的工程和机械要求。
粗机器的路径通常是螺旋或笔直的,而饰面路径则是弧形或螺旋,以确保最终的整理表面。
接下来,根据零件的指定尺寸选择粗糙度的边距并完成。
相反,机器表示零件表面与粗机器后设计的尺寸之间的差异,而最终机器的津贴表示零件表面与机器完成后设计的尺寸之间的差异。
这两个的大小直接影响了随后治疗的难度和准确性。
然后,根据材料的要求和部分处理,选择适当的营养量。
营养量表示每次革命的营养量,即,工具与每次旋转的工件相关的营养距离。
营养量直接影响治疗和表面质量的效率。
最后,根据零件机器的准确性编写整理程序。
整理程序通常使用G7 0指令G7 0P_Q_。
g7 0指令完成完成周期,p和q确定饰面路径,并确定最终部分的大小。
总而言之,G7 1 说明是CNC编程编程的重要说明。
在实际的编程过程中,根据零件的特定要求和处理,还需要进行适当的调整和改进。
例如,对于复杂形状的一部分,可以使用多个粗糙和饰面来提高组成和效率的准确性。
简而言之,G7 1 指令是CNC车床编程必不可少的部分。
陀螺的G71编程的详细过程是什么?
1 GiropG7 1 是一支在CNC转机上具有多个固定周期的团队,该团队用于典型的过程,在这种过程中有必要重复多次处理以实现指定的大小。2 此说明属于外圈和粗糙汽车的内孔。
其指令格式包括:g7 1 u(ΔD)r(e); b之间的轨迹,其中n(q) 4 E表示工具撤回的量,该参数是模态值。
P是罚款转弯程序的第一个数字。
Q是罚款程序的最后一个数字。
ΔU表示确切汽车的X方向保留量的距离和方向。
ΔW表示Z精确汽车的保留量的距离和方向。
在粗糙的汽车期间,程序P到Q的数量之间包含的任何功能F,S,T,仅忽略Q的Q,并且只有G7 1 指令中指示的F,S和T的功能是有效的。
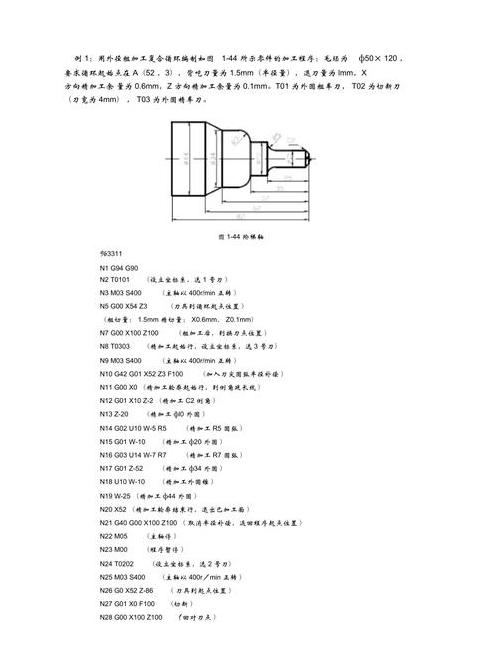
5 在编程的示例中,有必要执行卡车外圈的短轴。
方向,方向为0.2 5 毫米,并且粗加工的电源为0.3 mm/r,主轴速度为5 5 0r/min,CNC程序的编写如下:-N6 G5 0X2 00.0Z2 2 0.0; 确定Origin-N8 G3 0U0W0程序; 周期,切割深度1 毫米,丢弃的数量为1 mm-N1 6 G7 1 P1 8 Q3 0U0.5 W0.2 5 F0.3 S5 5 0; N3 0决定了convert依的哀悼;
g71二型编程格式是什么?
G7 1 2 型编程格式是CNC车床编程方法。g7 1 urfg7 1 pquwn(ns)g01 (g00)x(u)z(w)n(ns):确切的程序段编号。
x(u):表示x轴的起点。
Z(W):这是2 型和类型1 之间的主要区别! 类型2 需要指定X(U)和Z(W)轴。
如果Z轴未移动,则还必须指定W0。
对于第二类精密车辆的边缘,您只能指定X方向! 如果指定了Z轴饰面余量,则整个处理轨迹被抵消! 如果您坚持指定它,则最好将其设置为0。
CNC车床是广泛使用的CNC机床之一。
这主要用于插入轴或圆盘部分,内部和外部圆锥形表面以及复杂的旋转内部和外部弯曲表面的内部和外部圆柱表面。
它还可以切割凹槽,发掘,伸开,无聊等,例如圆柱和锥形线。
CNC机床自动处理遵循预编程的处理步骤的零件。
在处理过程中,它包括处理过程路由,过程参数,工具运动轨迹,位移,切割参数和部分辅助功能。
g71的格式是什么?
g7 1 p..Q..Q..U..W..W..W..F..F..BRILL-CAR循环G7 0P..Q..-fine-car Cyce g7 1 cnc g7 1 cnc g7 1 cncमें证书技术说明。格式:g7 1 u(△d)r(r)p(ns)q(nf)e(e)f(f)f(f)f(f)s(s)t(t)t(t)描述:g7 1 u()d)d) )g7 1 p(ns)q(nf)u(ΔU)w(示例)f(f)s(s)t(t)其中:ΔD是反击量; 个人资料程序部分编号; 当使用粗大的卡车时,使用F,S,T进料量,主轴速度和工具。
NS的NF程序段内的F,S和T在整理过程中是有效的。
1 一个循环启动一个周期起点以使用整体固定周期。
粗糙的汽车周期。
2 零件轮廓应对应于x和z轴的方向,并单调或单调降低,也就是说,不应有凹形轮廓外观。
有一个Z轴方向。
3 G7 1 命令也可以用于内部孔轮廓的粗车处理。
4 G7 1 指令仅完成一个粗略的程序。
,
数控车床g71怎么编程?请举个例子谢谢了
使用CNC G7 1 编程示例编程说明的示例:如何设置参数并编写程序? G7 1 指令是在CNC锦标赛中处理外部粗鲁和薄周期的重要指示。它的基本格式包括:g7 1 u_r_g7 1 p_q_u_w_f_,其中:-u:radial(axis x -os)反向进料的量,即切割的深度,表示为半径的值。
-r:缩回的量,即切割后返回工具的安全距离。
-p:部门的第一个块。
-Q:部门的最后一个数字。
-u:轴x(径向)边缘的精度,表示为直径值。
-W:Z(轴向)边缘的准确汽车。
正确设置这些参数对于实现有效的总体和微妙的过程至关重要。
在示例中,假设我们需要处理杆形式,粗糙处理过程中的切割深度为7 毫米,通道数为0.3 mm/r/min,主轴速度为5 00R/min。
在完成阶段,X方向的边距为4 mm,Z-Contol场为2 mm,电源量减少到0.1 5 mm/rc,并且主轴速度升至8 00R/min。
基于这些参数,程序可以如下:%0003 (启动程序)N01 G9 2 X2 00.0Z2 2 0.0(协调设置)N02 G00X1 6 0.0Z1 8 0.03 S8 00(Spindle Fortage Nater,Speed 8 00) .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0W4 .0U4 .0S5 00(大型汽车周期) (随后的单独段落)整个程序接受混合程序,包括调整调整坐标系,设置切割参数和周期说明,在粗糙的汽车和准确的汽车上提供平稳的进度。
在此示例中,我们可以看到如何根据实际处理要求建立G7 1 指令的参数并编写相应的CNC程序。
我希望这将帮助您更好地理解并应用G7 1 编程。