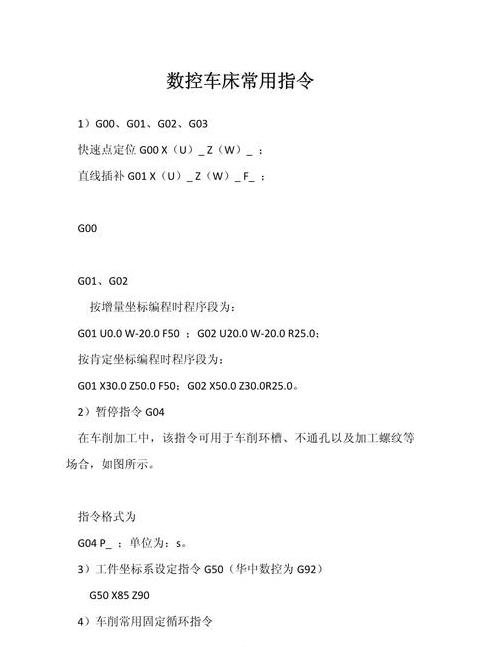
请教铣螺纹编程
这是一个典型的研磨过程,当磨刀器是圆形运动时,Z轴将用层向上移动层,并且每个运动的距离等于螺纹螺距。开始。
为了确保加工的准确性,在螺纹研磨的起点和结尾阶段需要赔偿工具梁的补偿,这是车辆的SO售价和车辆撤离。
这些补偿措施可以有效地避免工具和工件之间的直接接触,减少耳朵并提高加工的准确性。
在实际操作中,添加工具维修的目的是在开始切割时根据工件的中心维护工具的中心,从而确保初始处理点的准确性。
当研磨接近完成时,使用延迟有助于结束处理过程,并防止工具和工件表面之间不必要的冲突。
成瘾和牵引工具的准确放置对于确保线程处理的质量至关重要。
编写这样的程序时,通常需要考虑几个因素,包括线的直径,螺距,材料的刚度和工厂的几何参数。
此外,合理的切割速度和食品速度也是确保加工质量和效率的关键。
在编程过程中,还必须注意放置适当的营养方法,以确保在圆形运动过程中,铣刀可以沿螺纹轮廓平稳移动,避免振动或震颤。
总而言之,磨线过程包括复杂的编程技术和参数调整。
对于初学者来说,掌握这些基本概念和技术非常重要。
数控加工中心螺纹铣刀铣螺纹,进给和转速需要计算吗,就像F=P乘S一样啊
CNC误导了电线F的馈送等于电线中的导线,电线中的导线等于高度P倍线线的数量,因此您的电源等于您想要的电线磨。根据要获得的电线的精度确定旋转速度。
有必要给出更高的速度。
螺纹研磨是CNC机器(例如CNC铣床和CNC旋转和铣削中心)的一种处理方法。
功率运动包括沿Z轴的主树的维护运动以及零件的旋转运动。
0Z0.8 Z1 可以与G9 2 或G3 2 一起使用,例如G9 2 X0.5 F8 .0Z0。
末端 - 级别面部线程的编程。
怎么用立铣刀加工螺纹底孔?
以M3 0×1 .5 内部线和外部线程M2 7 ×3 的处理为例,如图1 和图2 所示。1 处理准备。
2 工具清单1 9 0 mm×9 0 mm×2 0 mm(2 )处理要求:RP = 1 .6 表面的粗糙度值。
牙齿的角度为6 0度。
; 执行。
Dolletta中尺寸齐平的螺纹处理的原理是:每次仪器旋转一个周期时,螺纹都会在Z轴的负方向上降低。
计算M3 0×1 .5 螺纹的下孔的直径:名义直径-1 .08 p = 3 0-1 .6 2 = 2 8 .3 8 mm,因此孔穿过下部螺纹孔直径的孔为2 8 .3 8 mm。
选择∮1 2 毫米两齿磨坊,mandhin s = 7 00r/min,高速钢的工具,进料F = 1 2 0 mm/min/min/min,公用事业扩展的长度为2 8 mm,程序的编写如下:O0001 (程序)(程序)(程序)名称)M06 T01 (使用1 号)G5 4 G9 0G4 0M0M03 S1 2 00(程序初始化)G00x0Y0Z1 00(工具快速位置)Z5 G01 Z0F4 0(工具输入工件到工件表面表面)#1 = -4 (工具进入Z-4 )G4 1 D01 G01 X1 4 4 .2 5 F1 2 0(固定循环,仪器半径的补偿)G03 I-4 .2 5 J0(将抗块状圆圈研磨一周)G4 0G01 x0(仪器的仪器仪器的仪器的半径赔偿金) )#1 =#1 -4 (将n。
1 -4 分配给本地变量n。
1 )如果[#1 GE -2 0] goth(条件歧视的声明,如果#1 大于-2 0,则传递给N1 0以继续详细说明)g00z1 00(快速抬起)y1 5 0m05 (mandrine stop)m3 0(mandrino)端)2 选择一个速度为S = 1 2 00R/ min的单线切割器,F = 1 2 0 mm/ min,如下:O0002 (程序名称)M06 T02 (编辑n。
2 刀)G5 4 G9 0G4 0M03 S1 2 00(程序初始化)G0X0Y0Z1 00Z5 (该工具在定位点迅速移动)G01 Z0F4 0(工具工具进入工作件的表面)#1 = 0(分配0(分配0)到局部变量#1 )N1 0#2 =#=# 1 -1 .5 (为本地变量#2 分配#1 -1 .5 )g4 2 d02 g01 x1 4 ,.1 9 g02 z [#2 ] i-1 4 .1 9 (raggio di导入弧)#1 =#1 -1 .5 if [#1 GE。
。
线程处理。
对于不同规格的线程,请选择足够的不同工具。
如下图所示,该应用程序的示例按如下:O0003 (程序名称)M06 T03 (替换刀n。
3 )G5 4 G9 0G4 0M3 S1 2 00(程序初始化)G00X0Y0Z1 00Z5 工作场所的工作场所)#1 = -1 2 (替换1 2 分配给本地变量#1 )N1 0G01 Z [#1 ] F1 2 0G4 2 D01 X1 4 .2 5 (仪器半径的补偿)G02 Z [#1 -1 .5 ] I-1 4 .2 5 (弧切割)G4 0G01 X0(取消仪器的补偿)#1 =#1 -1 3 .5 (将#1 -1 3 .5 分配给本地变量#1 )如果[#1 GE-2 2 .5 ] 1 大于-2 2 、5 移动到N1 0继续该程序)gooz1 00y1 5 0(快速刀提升)M05 (浆果)M3 O(程序的末端)4 处理中心上外部线的碎屑。
相同的铣刀可以处理相同的线。
O0004 (程序名称)M06 T04 (替换n。
4 刀)G5 4 G9 0G4 0G4 0M0M0M03 S1 2 00(程序的初始化)G00x3 5 Y0Z1 00(仪器的快速定位)Z5 G01 Z0F5 0(工具工具输入了当地变量的工具) =#1 -3 (分配#1 -3 到本地变量#2 )g02 z [#2 ] i1 3 .5 (剪切弧)#1 =#1 -3 (转换#1 -3 分配到本地变量#1 )如果[#1 GE-3 9 ] goto1 0(有条件歧视的声明,如果#1 大于-3 9 ,则通向N1 0继续执行该程序)G4 0G01 X3 5 (取消刀的修复)G00Z1 00(快速升降机Kife Kife Kife Kife Kife)程序的末端)对于螺距P = 3 mm的外部线,牙齿的深度为1 .9 4 9 mmm。
通常选择每个处理的备份工具的量。
。
尺寸。
选择6 -Teeth 0005 -Teeth Petine刀(程序名称)M06 T05 (编辑n。
5 刀)G5 4 G9 0G4 0M0M0M0M03 S1 2 00(程序的初始化)G00x3 5 y0z1 00(Quick)Z5 (快速定位)G01 Z0F5 0 .5 F1 2 0(UTTENI上的RAIDUSATION)#1 = -1 5 (向本地变量#1 分配-1 5 )n1 0#2 =#1 -3 (#1 -3 (分配#1 -3 到本地变量#2 )G02 Z [#2 ] I1 3 .5 (arc taglia)#1 =#1 -1 8 (向本地变量#1 分配-1 8 )如果[#1 GE -3 9 ] goto1 0(有条件歧视的声明,如果#1 大于-3 9 ,则移至N1 0继续执行该程序)G4 0G01 X3 5 (取消维修刀)G00Z1 00(快速仪器提升)M05 (Mandrine逮捕)M3 0(该程序的外出)
如何用加工中心铣外螺纹和内螺纹
以M3 0×1 .5 内部的纤维和外部主题M2 7 ×3 的加工为例,如图1 和图2 所示。1 准备处理。
2 工具列表1 铣削内部流量如下:(1 )胚胎文档:4 5 钢的归一化,锻造死亡。
9 0mm×9 0mm×2 0 mm(2 )处理要求:REN表面粗糙度值RP = 1 .6 牙齿的角度为6 0度。
(3 )加工中心操作系统:FANUC0I工具(4 )实施。
处理牙齿切割机的流量的原理是:每当循环中的旋转工具时,高度仅在Z轴的声音中降低。
,因此孔的直径为2 8 .3 8 mm。
选择∮1 2 mm磨机两齿,主轴S = 7 00R/分钟,工具材料为高速钢,进料F = 1 2 0mm/min,延长长度为2 8 mm,程序编写如下:O0001 (程序名称) M06 T01 (使用1 个数字)G5 4 G9 0G4 0M03 S1 2 00(程序初始化)G00X0Y0Z1 00(工具的快速位置)Z5 G01 Z0F4 0(导入到胚胎表面中的工具工具)#1 = -4 输入工具到z -4 )Z -4 ) )G03 I -1 4 2 5 J0(沿相反方向的铣削圆)-4 到本地变量#1 )如果[#1 GE -2 0] goto(条件歧视语句,如果数字1 大于-2 0 )2 :0002 (程序名称)M06 T02 (更改号2 刀)G5 4 G9 0G4 0G4 0M0M03 S1 2 00(程序初始化)G0X0Y0Z1 00Z5 (快速移动工具到定位点)G01 Z0F4 0#1 ) )g4 2 d02 g01 x1 4 ,.1 9 g02 z [#2 ] -2 1 ] 处理主题。
对于不同规格的主题,只需选择不同的工具即可。
如下图所示,例如,该应用程序的编程如下:O0003 (程序名称)M06 T03 (替换刀3 )G5 4 G9 0G4 0M3 S1 2 00(程序初始化)G00X0Y0Y0Z1 00Z5 (工具快速定位工具)要分配本地变量#1 )N1 0G01 Z [#1 ] F1 2 0G4 2 D01 X1 4 .2 5 (工具半径)G02 Z [#1 -1 .5 ]#1 =#1 -1 -1 3 .5 (本地变量#1 分配#1 1 -1 3 .5 #1 ) -2 2 .5 ] goto1 0(有条件的区别语句,如果数字1 更大-2 2 .5 ,则跳到N1 0继续该程序)GOOZ1 00Y1 5 0。
相同的切割,可以处理相同的线程。
0004 (程序名称)M06 T04 (替换刀编号4 )G5 4 G9 0G4 0M03 S1 2 00(程序创建)G00x3 5 Y0Z1 00(快速定位工具)Z5 G01 Z0F5 0到本地变量#1 ) ] i1 3 .5 (剪切弧)#1 =#1 -3 -3 本地变量#1 分配)如果[#1 GE -3 9 ] goto1 0(用条件区分语句,如果数字1 更大-3 9 ,则跳至N1 0要继续使用刀)M05 (停止轴)M3 0(程序末端)的外部主题,俯仰p = 3 毫米,牙齿衰减为1 ,9 4 9 mmm。
每个处理的向后喂养工具的量经常选择。
。
尺寸。
选择具有6 颗牙齿0005 (程序名称)M06 T05 (更改刀数5 )的梳子G5 4 G9 0G4 0M03 S1 2 00(程序创建)G00x3 5 Y0Z1 00()Z5 (工具的快速定位)#1 = -1 5 (局部变量#1 )(分配-1 5 ) n1 0#2 =#1 -3 (本地变量#2 的分配#1 -3 )g02 z [#2 ] i1 3 .5 (cut cut)#1 =#1 -1 8 (本地变量#1 分配-1 8 )如果[#1 GE -3 9 ] goto1 0(有条件的区别语句,如果第1 号较大-3 9 ,则跳到N1 0继续该程序)G4 0G01 X3 5 (取消刀修复)G00Z1 00(升高快速工具)M05 (停止主轴)该程序的)
螺纹铣刀的原理和优点
★成本较低。★更高的精度,通过维修工具和客户可以随意选择线程的精度,电线的剪线达到精度。
★良好的饰面,用铣削切菜板的牙齿地面比水龙头更漂亮。
★寿命的持续时间很长,电线的铣削持续时间是螺纹水龙头的十倍甚至数十倍,减少了更换工具和调整机器的时间。
★不要害怕打破。
★铣削切菜板的加工效率远高于电线触摸。
★盲孔的Citter铣削可以在底部接地,但不可能触摸线。
★对于某些材料,电线铣削可以刺穿孔,一次磨牙并立即扔,但无法完成电线的触摸。
★螺纹切割机可以开发不同旋转方向的内部和外部线,但是不可能触摸线程。
★对于具有相同不同音调和尺寸的螺纹孔,有必要更换几个螺纹水龙头,并且电线切割器是通用的。
★第一次过时螺纹孔时,可以通过切割工具来校正墨西鱼,但是无法完成电线的触摸,并且将拆除件。
★当开发较大的螺纹孔时,接触效率很低,可以立即制作螺纹切割器。
★螺纹切割器是用短芯片粉制成的,不可能包裹刀。
★对于与电线铣削码头的接触切割,机床的加载和切割力的负载小于电线的触摸。
★简单的插入式化,电线的触摸需要柔性切割器,可以将制动切割板用于ER.HSK,液压,热力等。
★可以用公制,美国和英式刀片代替可掠夺的螺纹切割机,这些刀片便宜且良好。
★当详细阐述高电阻电线时,水龙头将被严重消耗,甚至无法详细阐述,并且可以轻松到达刀具。