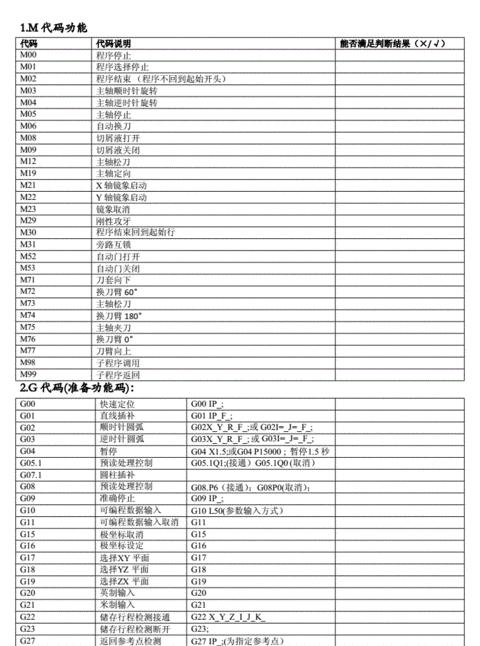
数控车床{ABC}{西门子}及{法兰克}系统的G指令代码和M指令代码定义和用法?
G0001 定位(快速移动),用于快速将工具移至指定位置。它适用于G01 线性切割,线性切割工作。
G02 将顺时针切割的弧线切割(CW,顺时针)切割。
G03 切开了相反的方向(CCW,相反的顺时针),以沿顺时针方向切割弧。
G04 00居民可以暂停该工具的运动,适合等待。
G09 在确切的位置停止,该位置用于在指定位置准确停止该工具。
G2 006 墨水输入用于将输入设备设置为英寸。
G2 1 公制输入用于将输入设备设置为毫米。
G2 2 04 内部冲程极限是有效的,用于启用内部冲程限制函数。
G2 3 的内部冲程限制无效,用于禁用内部冲程限制函数。
G2 7 00用于检查参考点,检查并返回参考点。
G2 8 参考点的返回用于返回参考点。
G2 9 在参考点返回,用于开始在参考点上工作。
G3 0返回到第二个参考点,以返回第二个参考点。
G3 2 01 切割线切割线。
G4 007 取消用于取消工具半径补偿的工具提示半径偏移。
G4 1 工具提示(左),向左到左工具半径校正。
G4 2 工具尖端半径偏移量(右),用于右侧的工具半径校正。
将G5 000主轴的最大rpm设置为设置主轴速度的上限。
G5 2 通过设置局部坐标系来设置本地坐标系。
G5 3 选择机床调整系统并选择机床坐标系。
G7 000截止日期用于完成工作。
G7 1 的内部和外径具有粗糙的切割周期,用于内部和外部直径的粗切工作。
G7 2 步骤用于粗切循环,台阶切割。
G7 3 重复循环形成用于形成重复的任务。
G7 4 Z分阶段钻孔用于沿z轴方向进行钻孔。
以G7 5 X为中心的凹槽用于X轴方向的凹槽。
G7 6 螺纹切割周期用于螺纹切割工作。
G8 01 0取消了用于取消固定周期的固定周期。
G8 3 钻井周期用于钻井工作。
它用于G8 4 录音周期和点击工作。
G8 5 前钻孔周期用于前无聊的工作。
G8 7 侧钻循环用于侧钻孔。
G8 8 侧面录音周期用于侧面录音工作。
g8 9 侧钻循环,用于无聊的工作。
G9 001 (内径和外径)切割周期用于内部和外径切割工作。
G9 2 螺纹切割周期用于螺纹切割工作。
G9 4 (步骤)切割周期进行切割工作。
G9 6 1 2 用于设置水线速度控制的恒定速度控制。
G9 7 恒定速度控制被取消,并用于取消水线速度控制。
它用于设置G9 8 05 进料速度,每分钟的进料速度。
每次革命的G9 9 进料比设定了每革命的供应速度。
主轴向前和反向停止命令M03 ,M04 和M05 用于前部,反向并在主轴前停止。
M01 :用于计划计划的悬架并停止。
M02 :机器厕所它用于重置工具和重置机床。
M07 :雾状切割液打开,用于打开雾状切割液。
M08 :打开液体切割液,并用于打开液体切割液。
M09 :切割流体开关,切割液用于关闭。
M00:程序用于暂停程序,暂停程序。
M3 0:程序结束后,指针返回开始并开始。
M9 8 :用于调用子例程。
M9 9 :返回主要程序,然后返回主要程序。
西门子数控编程指令代码含义
铣床西门子机G代码。插值G3 3 常数线。
G2 6 主轴速度的下限是G1 1 0极点的上限G1 1 0的上限,与G1 1 0极的杆的最后一个编程大小相比,与当前坐标的零点G1 2 0的极尺寸相比到最后一个允许的极平面G1 7 *X/Y G1 8 Z G1 8 Z。
/x计划G1 9 Y/Z Fleet G4 0工具方法G5 5 秒零偏移G5 6 顶塔。
,也用于FG9 0*绝对速度*尺寸G9 1 肠尺寸G9 4 *进料速度F,单位毫米/最小。
主轴F的速度,单毫米/腐烂的G9 01 补偿“提交G9 00的赔偿”,“ ARC G4 5 0 GARC G4 5 1 等阶梯线相交I插值J-参数j-参数j-参数点K1 - iner。
程序M1 调节停止M2 程序结束M3 主轴旋转顺时针旋转M4 旋转逆时针M5 停止M6 停止M6 工具更改n子程序单元:基本软件块P子集coordinat coordinat x坐标coordinata zc zc zc zc cale cale cale Cale Chfffer,通常使用Chrat Crat Crean Crean Crean Crc Crc Crc Crc Chffer interpolation radius radius GOTOB back jumping, Counterboring Rockling LCYC8 3 with a deep opening of LCYC8 4 drilling using the LCYC8 4 compensation clamp LcyC8 5 Bory Hole Lcyc6 0 Installation of the linear hole Drilling Cycle8 3 Deep Drilling Cycle8 4 Sexy tapping cycle 8 5 Cycle8 6 Boring Cycle8 8 Cycle Cycle8 8 with Stop Boring Cycle7 1 final用Lonhlokol替换编号FF进料速度(可以使用G4 进行延迟时间)GG功能G1 G1 G1 线性插值G2 ExterPotition G3 使用TimeWork进行铣削。
栅极G7 5 返回到固定点G1 7 (处理中央开放时需要)G1 8 *Z/X FLESH G4 0方法以补偿半径。
长矛的呼叫工具补偿半径,工具перео组щRTECIL月n。
g5 00 ◦g5 6 期函构g5 7 g5 7 ч前g5 7 r phin o。
第六零集G5 3 被g7 0英寸尺寸G7 1 的零位移取消了G7 1 *G9 0公制的大小*绝对尺寸G9 1 g9 1 increte size size g9 4 *summ summ insun fame intun summ fame intun sump fame,单位mm/min。
中间点K1 ARC插值中间点l子程序和子程序调用的名称m辅助功能M0程序停止M1 程序加强M2 程序结束M1 7 M3 纺锤体转动Spindel the Spindel contact M4 螺旋旋转逆时针M5 Stop M6 :主计划。
块p子程序子程序子程序ret子源末端s AT G4 纺锤体速度表明c cr arc Arc插值半径半径gotob gotob跳跃LCYC8 2 钻孔的时间t工具X坐标坐标坐标坐标坐标CRC插值,切割螺纹对台面的LCYC8 3 YCLE8 3 DEEP DURE DRILING CYCLY8 4 硬铲循环8 5 Cycle8 6 BORION CYTOR8 8 CYCLE8 8 周期周期9 3 槽循环-Cycle9 4 循环周期9 4 插槽表格E .. fcycle9 5
西门子802D数控怎样编程
1 作业键1 输入:输入程序和符号。2 导演:导演和老师。
3 位移:存储的长度和半径圆的补偿值。
4 AuxGraph:图形视图。
5 PRGRM:显示程序。
6 警告:显示发生的警告或代码。
7 .销售点:提供坐标。
8 Dgonsparam:提供自我诊断功能。
9 重置:重置。
1 0指示器:指示器上下移动。
1 1 页面:页面开关。
1 2 更改:修改程序和符号。
1 3 Insrt:输入程序和符号。
1 4 .开始:指导和说明。
1 5 EOB:程序块的结束。
EOB KEY正在编写“”; 标志或“*”。
1 6 它可以:取消。
在编辑模式或MDI模式下使用。
1 7 G:准备功能,订单。
1 8 M:帮助功能,机器。
1 9 和:进食速度,领导速度。
2 0。
T:工具功能,工具的说明。
2 1 i:格式协调,弓中间的X轴的坐标。
2 2 2 3 K:手工艺品工艺品,为射手座中心协调的Z。
2 4 页:暂时停止或开始使用程序中的特定作业的程序编号。
2 5 2 6 D:薪酬编号,半径电路的补偿说明。
2 7 2 8 Z。
3 1 3 2 3 3 3 5 3 6 3 8 E:第二营养函数。
3 9 H:薪酬编号,设置薪酬编号。
4 0。
O:序列编号,序列号,子记录序列号。
4 1 4 2 S:主轴功能,主轴速度。
4 3 4 4 家:返回X.Y.Z. 4 5 运行:手动营养,线条或切割。
4 6 米拉在加仑中:手动引擎。
5 0。
高:手动和快速营养。
5 1 SPDLDEC:主轴(RPM)速度。
5 2 5 3 5 4 5 5 5 6 5 7 Z+,Y+,X+:X.Y.Z.的轴 5 8 Z-Y-X-:仪器工具的轴为5 9 -4 -,4 +:机床的第四轴。
6 0。
TRVR:携带机床每个轴的运动订单。
6 1 克恩顿:供应切割液。
6 2 Clntoff:停止提供切割液体。
6 3 6 4 内利:切割速度由0-1 5 0%控制。
6 5 紧急情况:紧急停止。
6 6 热疗法:卷挂妊娠警报。
6 7 6 8 7 0。
7 1 DNCDirect CNC:由于外部接口设备是CNC机械的输入程序,并且由于控制设备设备本身的容量受到限制,因此有必要在阅读过程中执行(即实现汇编程序并实施汇编程序并实施程序说明同时),称为过程DNC。
DNC进程完成后,没有CNC内存,并且执行了DNC输入的程序。
7 2 背景背景:(BG-EDIT)当CNC机床执行自动(自动)处理时,可以同时输入或编写另一个程序而不会停止该过程。
7 3 Manax是绝对值。
7 4 PROGRSTAT程序再次开始。
7 5 ZNEGLT消除了轴指令的实现。
7 6 7 7 B.第五轴。
7 8 Programprotect:内存保护程序。
7 9 内存:自动实现程序。
8 0。
编辑:编辑。
8 1 MDI:手动解放。
8 2 单块:实施一个句子。
8 3 BlockDelet:它确定尚未实现单个环境程序,并与 /键共享)。
8 4 8 5 Dryrrun:空操作。
8 6 8 7 8 8
西门子数控编程指令代码含义
西门子铣床G代码是一个指令集,用于控制铣床的移动和处理,包括快速移动,线性投影,弧线投影等。G0代表快速运动,G1 用于线性投影,G2 和G3 分别代表顺时针和左翼弧投影。
预测CIP中间点,G3 3 用于连续的螺距插条,而G3 3 1 和G3 3 2 无需补偿内部螺纹插条而没有补偿固定装置。
CT用于带有切线感染的电弧投影,G4 也代表快速运动,G6 3 代表快速运动,G7 4 用于返回参考点,而G7 5 则用于返回特定点。
G2 5 和G2 6 分别确定主轴速度的下部和上限,G1 1 0和G1 2 0用于设置极尺寸,而G1 7 ,G1 8 和G1 9 分别用于设置X/Y平面,Z/X平面和Y /z代表飞机。
G4 0用于取消工具尖端半径补偿,G4 1 和G4 2 分别用于调用工具尖端半径补偿,工具在轮廓的左右边缘移动。
G5 00设定点取消了零偏移,而G5 4 到G5 9 分别代表第六个设定点零偏移量。
G5 3 程序取消了通过块设置的零点偏移,而G6 0用于精确位置。
Siemens8 02 s/cm支持固定周期,包括钻孔,反钻,深孔钻孔,用压实固定装置切割贸易,无压缩装置的螺纹切割,无聊等。
SIEMENS8 02 DM/8 1 0/8 4 0DM中心钻孔,深孔钻孔,敲击,押韵,无聊,无聊的无聊无聊和面部铣削,基因凹槽铣削,矩形排水厂,Kiwe铣削,Kiwe铣削等等。
西门子板条G代码类似于铣床,包括快速移动,线性预测,弧线预测等。
G0,G1 ,G2 和G3 分别代表快速运动,线性投影,顺时针和左派弧投影。
AR用于弧插值角,G7 0用于英寸大小,G7 1 用于度量大小,G9 0用于绝对尺寸,G9 1 使用的增量尺寸用于,G9 4 用于饲料率F,单位mm/min/min,g9 5 主轴进料速率F,单位用于mm/rpm。
在M函数代码中,M0表示程序停止,M1 表示程序有条件停止,M2 表示程序结束,M3 0和M1 7 表示纺锤体顺时针旋转,M4 M4 纺锤体的含义向左旋转,M5 表示纺锤体停止, M6 表示设备更改。
n个二级程序代表块或主要程序块,p表示subrutin调用的数量,而RET表示亚鲁蛋白的结束。
S主轴代表运动,代表G4 姿势时间,代表T工具编号,X,Y和Z分别表示配位轴。
SIEMENS8 01 、8 02 S/CT,8 02 ST和8 02 D,8 1 0D/8 4 0D支持固定循环,其中钻孔,反磨,深孔钻孔,用补偿固定装置切割线,无需补偿固定装置的螺纹切割,补偿固定装置,bourting,凹槽切割,缩回切割线切割等等。