M17和M20的数控编程指令是什么意思
M1 7 意味着子抽烟已经结束,M2 0表示程序以循环结束。CNC编程说明:使用程序编号地址代码来区分内存中的程序。
代码。
以下是一些简单的CNC编程说明:1 G00[快速位置]2 G01 线性插值3 插值弧G02 [顺时针仅表示处理凸电弧,但请注意从左开始处理]4 G04 暂停[pape feed] 5 可以编程的输入数据G1 06 G1 1 是取消G1 0的命令。
单词坐标:用于设置由字符和坐标地址编号组成的每个机床坐标的位移,通常以M,Y,Y,Z,U,V,W,W,W,然后是一串数字开始。
这个数字通常在脉冲等效物中,并且不使用小数点。
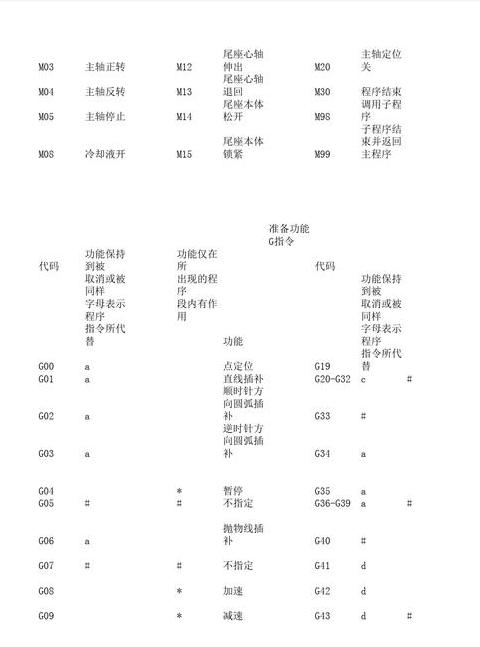
2 单词准备函数(G短函数):确定机床运动模式,为CNC系统的插值操作做好准备,由“ G”的功能和两个数字制备功能组成。
已被标准化,并且机床的几个功能,有数字大于1 00的说明。
相对主轴的规格)。
参考来源:百度百科全书CNC计划
数控编程M代码
k代码m理解m00停止M01 可选停止M02 程序结束M03 启动指(前旋转)M04 主轴工作(反向旋转)M05 纺锤体停止M06 交换M07 M07 M07 M07 YOG打开M1 2 能量工具工具工具工具工具停止M1 3 Energy工具M1 3 Energy woot M1 4 Forward M1 4 Forward M1 4 能量工具M1 5 C轴轴符合依从性M1 6 C尊敬的崇高轴M1 7 外部数据机或主轴RS2 3 3 2 C干预监控(手指的双重矛盾)M2 1 M2 1 尾框架干预区域或手指干预开关(双指划分的规格)干预区,干预M2 5 刀具干预区域干预区干预,工具干预开放区域M2 6 有效轴轴轴轴轴指定M2 7 有效轴启动指南XX轴指定M2 8 M2 8 工具干预检查近距离检查检查I检查M3 0检查M3 0计划M3 0计划M3 0计划M3 0计划M3 1 M3 2 M3 2 单侧M3 3 M3 3 M3 3 切割线越过M3 4 M3 4 M3 4 单侧切割模式的螺纹返回M3 5 装载机夹具夹具Z Slide装载机手臂撤回M3 8 装载机手臂,然后再下载位置M3 9 装载机ARM ARM齿轮在衣服上或高速螺旋M4 3 Gear 3 Rd Rdd Rddrd齿轮齿轮4 th M4 5 M4 6 M4 7 M4 7 M4 8 主轴速度该报告无效M4 9 主轴速度乘数M5 0 M5 0 M5 0额外膨胀加法1 自动索引尾框架M5 5 后框架M5 5 后M5 6 尾框架前M5 7 M5 7 M5 7 M5 7 M5 8 CHUCK压力M5 9 Chuck高压M6 0 Chuck高压M6 0取消了当M6 1 间接速度恒定时,对旋转的连续响应将被忽略。忽略M6 8 工具支架的同步同步模式的同步同步模式同步模式同步模式同步模式同步M6 8 模式M6 8 模式M6 9 同步模式B在M7 0上运行M7 0手动切换到命令M7 1 M7 1 M7 1 M7 1 M7 ATC单元位于近距离位置1 M7 4 Tysing Strands 2 型M7 5 类型M7 5 类型M7 5 类型2 型M7 5 类型类型3 M7 6 捕获器工作的一部分工作部分M7 7 工作零件捕获器向前M7 8 中心框架松开M7 9 中心框架夹M8 1 M8 1 M8 1 超载M8 2 M8 2 M8 2 M8 3 CHUCK CLAMP M8 4 启动M8 6 指定M8 7 指定M8 7 取消M8 8 BLOIK M8 8 BLIGH M9 3 馈线杆向前M9 4 装载机M9 5 装载机卸载M9 6 catcer零件后部低压M9 9 高框架M1 00尾部等待同步命令M1 01 外部代码M1 02 外部代码M1 03 外部代码M1 03 外部代码M1 1 04 外汇代码
数控编程M代码,指令<详细点的>
代码如下: M00程序M01 计划结束M02 程序结束M03 主轴旋转时钟Workword M04 纺锤体旋转在相反方向M05 纺锤体停止M06 号编号 2 冷却液打开M08 号 1 个冷却液开关M09 冷却液开关M1 1 释放M1 2 未指定。M1 3 顺时针旋转,冷却液,开放M1 4 抗锁定,冷却液M1 5 阳性M1 6 负运动M1 7 -M1 8 未确定的M1 9 纺锤体方向M2 0-M3 1 M3 1 Inter-Loche Pass M3 2 -M3 5 M3 5 M3 5 M3 6 FOFE 1 M3 7 FOFE 1 M3 7 FEFS 1 M3 8 SPINGS范围2 M3 8 Spindle Spindle速度范围1 M3 3 3 3 9 SPINGE Speed 2 M4 0 2 M4 0 -M4 5 换档M4 6 -M4 7 未确定的M4 8 注销M4 9 M4 9 进料速度校正M5 0编号 3 冷却液打开M5 1 4 Cooling Water Open M5 2 -M5 4 Designated M5 5 tool linear displacement, location 1 m5 6 tool linear displacement, position 2 m5 7 -m5 9 is not specified M6 0 replacement work M6 1 linear displacement of workpieces, linear displacement of workpiece 1 m6 2 workpiece, location 2 m6 3 -m7 0 M7 1 Angular Displacement,位置1 M7 2 角度位移,位置2 M7 3 -M8 9 未指定。
M9 0-M9 9 扩展数据定义手册编程意味着所有编程阶段均已手动完成。
使用常见的计算工具,使用各种三角函数计算方法手动计算工具轨迹并编译指令。
此方法相对简单,易于掌握和出色。
用于非分布零件。
CNT执行过程选择。
数控编程M代码,指令,详细点的
在CNC编程中,代码M用于控制机床和活动的各种辅助功能,例如主轴,冷却器,工具,工具等。以下是一些常见的M代码及其功能:M00意味着程序已暂停,机器将停止所有活动,直到您收到M1 或M02 说明为止。
M01 计划结束。
M02 程序结束,这意味着已经实施了整个程序,并且工具机将停止所有活动。
M03 的主轴顺时针旋转,这意味着启动主轴并顺时针旋转。
M04 的主轴在顺时针方向上旋转,用于启动主轴并以相反的方向旋转。
主轴M05 停止,这意味着停止的主轴。
更改用于替换工具的M06 工具,机床将自动交换工具。
M07 2 冷却液已打开,这意味着2 号冷却液已打开。
M08 1 冷却液已打开,这意味着打开1 号冷却液。
M09 冷却液已关闭,这意味着所有冷却器都关闭了。
M1 0夹,用于夹住胚胎。
M1 1 释放以释放胚胎。
M1 2 没有指示,这意味着没有特殊规格。
M1 3 主轴是顺时针方向的,冷却液已打开,用于顺时针旋转主轴并打开冷却液。
M1 4 主轴与顺时针相反,并打开冷却液,用于沿顺时针方向相反的方向旋转主轴并打开冷却液。
M1 5 以积极的方式移动,表明机床以积极的方式移动。
M1 6 负运动意味着机床沿负方向移动。
未指定M1 7 -M1 8 ,表明没有特殊规格。
M1 9 主轴是定向和停止的,表明主轴在其当前位置停止。
M2 0-M2 9 从未指定,表明这些代码没有实际功能。
M3 0胶带的末端表明纸带程序的末端。
M3 1 旁路旁路意味着忽略互锁锁定功能。
未指定M3 2 -M3 5 ,这意味着没有特殊规格。
M3 6 食品范围1 ,表示食物的范围1 M3 7 食物范围2 ,表示食物速度2 主轴速度2 的范围2 表示主轴速度2 的范围2 M4 0-M4 5 齿轮意味着更换齿轮。
未指示M4 6 -4 4 7 ,表明没有特殊规格。
冲动M4 8 意味着取消当前设置。
M4 9 M4 9 忽略了数据水平调整,这意味着忽略食物速度调整。
M5 03 冷却液已打开,这意味着打开3 号冷却液。
M5 1 4 冷却液已打开,表明已打开4 号冷却液。
M5 2 -M5 4 未指示,表明没有特殊规格。
M5 5 工具是线性传输的位置1 ,表明该工具沿着直线移动到位置1 M5 6 工具是线性传输的,位置2 ,表明该工具沿线移动到位置2 未指定M5 7 -M5 9 ,表明没有特殊规格。
M6 0的替换意味着更改处理对象。
M6 1 胚胎辣椒是线性转移的位置1 ,表明胚胎沿着直线移动到位置1 M6 2 是线性转移的位置2 ,表明胚胎沿线向位置2 移动。
未指定M6 3 -M7 0,表明没有特殊规格。
M7 1 移动角,位置1 ,表明胚胎沿角移到位置1 M7 2 胚胎(位置2 )的角度移动意味着胚胎沿着角度移动2 未指定M7 3 -M8 9 ,表明没有特殊规格。
从未指定M9 0-M9 9 ,表明这些代码没有实际功能。