发那科螺纹退尾参数
在CNC系统中,找到线程的养老金设置,并在处理线程上定义此参数,而无需缩回工具。默认情况下,G9 2 命令具有工具撤回功能。
2 输入参数屏幕,查找参数5 1 3 0#并在1 03 中修改参数值。
搜索参数5 1 3 1 #,然后修改4 5 .4 中的参数值。
关闭参数的书面开关。
一旦处理正确的测试,就可以处理无需撤回的电线
g92指令怎样用?
线程循环G9 2 :CNC CNC的CNC CNC具有CNC车床螺纹concle的两个功能。G9 2 G9 2 切割和g7 6 droad droad不同不同的不同不同的不同不同的不同差异,其各自的编程方法也有所不同。
处理工件处理后,处理线段不同。
公制Metcher(U)_f_j_k_z(w)_f_j_k_k_z)_z(w)_i_j_k_l; (Justle Straight Cuts Cycle)g9 2 x(u)_r_x(_r_i_jj_j__l; extra(z-axis)_r_i_i_j_j_j_l;轴向提取g9 2 命令在线程末端提取线程的g9 2 命令在线程末端提取线程由螺纹末端(称为背景长度)的螺纹末端(称为背景)的末端(称为背景)的末端(称为背景)(称为背景)指定。
当z轴到达切割的末端(参数)(参数)(参数)线性(参数)(参数)线性(参数)出现。
扩展信息说明:模式G仪器中的G9 2 ; 终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点的终点点:毫米; U-点X轴的绝对协调之间的差异; 用动作z轴的作用z轴作用。
切割末端和z轴末端的差异,单位-mm; R:X轴绝对力量影响的影响的开始。
当r和u的符号兼容时,mm。
f执行的成本一致价值到各种牙齿。
IMP输入已被省略,〜9 9 9 9 9 9 9 (单位-mm),没有由程序位置自动确定的目的地(背部尾巴)。
; 和 K:当螺纹的长度在长期以来撤回时,值为0〜9 9 9 9 .9 9 9 (单位-MM)。
在轨道上没有指导的水传播参数是X-PEA。
半径中的值在半径中定义。
。
默认值是进入条目时唯一的线程。
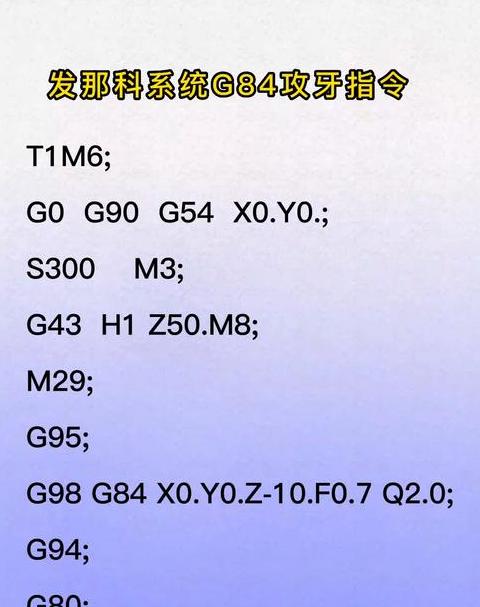
发那科加工中心G代码的格式与含义
G00 Position G01 Linear Cutting G02 Clockwise Arc Cutting G03 Clockwise Arc Cutting G04 Pause Command G09 Correct Stop Detection G1 0 Correction Setting G1 2 Clockwise Peripheral Cutting G1 3 Clockwise Peripheral Cutting G1 5 Pole Coordinate System Cancel G1 6 Pole Coordinate system setting G1 7 XY plane setting G1 8 XZ plane setting G1 9 YZ plane setting G2 0ENGLISH单元设置G2 1 公制单位设置G2 2 软件限制设置G2 3 软件限制设置取消G2 7 机械起源恢复检测G2 8 G2 8 通过中间点起源G2 9 自动返回到机械,自动从参考点G3 0返回到第二个Oright Point G3 0到第二个Origin G4 0 Origin G4 0工具RADIUS RADIUS RADIUS校正取消的G4 1 工具radius radius取消G4 1 工具RADIUS RADIUS RADIUS 左校正G4 2 刀具半径右校正G4 3 沿正方向G4 4 刀具长度校正沿负方向G4 9 刀具长度校正取消的G4 5 刀具位置校正增加G4 7 刀具位置减小G4 7 刀具位置校正增加G4 8 刀具位置双倍增加G4 8 工具位置校正增加G4 7 G5 0比例功能取消OFFG5 1 比例功能设置设置ONG5 2 回复基本坐标系G5 3 回复机械坐标系G5 4 第一工件坐标系G5 5 第二工件坐标系G5 6 第三工件坐标系统G5 7 第四工件坐标系统G5 7 第四工件坐标System G5 8 Fifth Fifth Worket System G5 9 System System G5 9 六级工程坐标坐标坐标System System g5 9 六号工件坐标。G6 0外部校正G7 0圆周和其他分段循环G7 1 圆周分割周期G7 2 线性分割周期G7 3 高速喙钻孔周期G7 4 左齿切割周期G7 6 FINE孔环G7 7 反向孔环G7 7 反向孔环G8 0固定循环固定循环g8 1 钻井周期 循环G8 3 钻井周期G8 4 右牙齿切割周期G8 5 射血周期G8 6 射血周期G8 7 射血周期G8 8 射血周期G8 9 射血周期G8 9 射血周期G9 0绝对命令坐标值设置G9 1 增量命令均值设置G9 2 绝对点零点零点零点零点零点零点g9 4 feet量 设置MM/Ming9 5 馈送MM/REVG9 8 的固定周期,工具返回到起点G9 9 固定周期,工具返回到R点扩展数据:加工中心分类加工中心通常基于主轴的状态 在空间中。
它分为垂直加工中心和水平加工中心。
加工中心的主要轴位于空间中的垂直状态,水平加工中心称为水平加工中心。
主轴可以垂直和水平转换称为水平加工中心或五面加工中心,也称为复合加工中心。
根据加工中心的列数量,有单列和双柱(龙门类型)。
根据加工中心的运动坐标数和同时控制的坐标,有三轴,两轴,三轴,三轴,三轴,三轴,三轴,三轴和三轴和四轴 和五轴和五轴。
三轴和四轴是指加工中心具有的运动坐标数量,链接是指控制系统可以同时控制的运动坐标数,从而实现了工具相对于工具的位置和速度控制的位置和速度控制 工件。
根据工作台的数量和功能,有单个工作台加工中心,双重工作台加工中心和多工作台加工中心。
根据加工精度,有普通的加工中心和高精度加工中心。
普通加工中心的分辨率为1 μm,最大进料速度为1 5 〜2 5 m/min,定位精度约为1 0μm。
高精度加工中心的分辨率为0.1 μm,最大进速度为1 5 〜1 00m/min,并且是定位精度约为2 μm。
如果2 至1 0μM之间的范围大于±5 μm,则可以称为精度水平。
参考:百度百科全书CNC加工中心