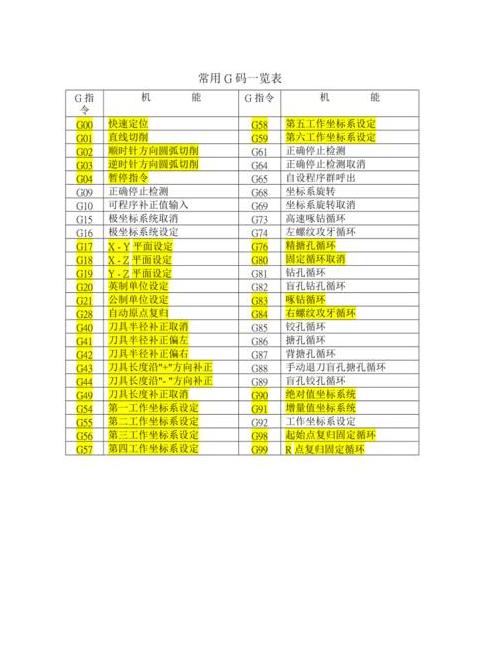
CNC的G代码:从G1到G100的代表意思
G 代码名称 方向圆弧插补 G04 ---------- G05 时暂停 ---------- 中间圆弧插补 G06 ------ 等值插补 G07 ---------- 扎林曲线插入补偿 G08 ------ 加速 G09 ---------- 规格 G10 -------------------------- -- --- -------------------------------------- G18- ---- 机加工-------------------------------------------------------------- --- 结束 -程序结束 G25 --------------- --------------------循环加工 G30 ---- -------------------------------------------------------- 等长丝线零件,G33英制-------等螺纹零件,通用制G34 -------- ----- 直线阶梯螺纹距离切削 切削 G35 ---------- 切削阶梯螺纹 G40 -------- G41 的补偿/刀具偏置标志- -- - --左G42 -------------------------------------------------- ------ ------------------------------------------------------------- ----------------------------------------------------- -------- ----------------------------------------- --------- -----------------------------------------补偿G43-----剑偏置--正G44-------- -负G45--------/ +G46 ---- --- 偏置工具 +/- G47 --------- /-G48 --------/+G49 ------------ ----------------- ----- 导轨偏置 0/-G51 ------ 导轨偏置+/0 G52 ------ 导轨偏置置-/0 G53 ------ 直线偏移 ,注销 G54 ----- - 直线偏移 x g55 ------ 直线偏移 y g56 ------ 直线偏移 z g57 ----- - 直线偏移 xy g58 ------ 创意 roffset xz g59- ------ 直线偏移 YZ G60 ------ 精确轨迹位置(精细) G61 ------------- ----------- -精(粗)路径 G63 ------ 威胁 G68 ---------- 刀具偏置,内角 G69 ---------- -外角刀 G70 ------- ----------------------------- ---- 通用尺寸 毫米 G74 ------ - 返回参考点(装置零点) G75 ------ 返回零编程坐标 G76 ------ 复合螺纹循环 G80 ------------- -------------------------------------------------- -------------------------------------------------- - ------------------------------------------------- -------------------------------------------------- - -- 取消固定循环G81 ---------- 外圆固定循环G331 ----- 固定循环G90 ------尺寸尺寸G91 ----------尺寸相对G92-----预置坐标G93 ------倒计时,进给速度G94 ------进给速度,G95 --- ----------转G96-- --------------固定线速度控制 G97 ------取消固定线速度控制cnc加工中心 编程G代码常用的几个 代表什么加工动作 谁知道?
房东学会了CNC编程? G16极性座椅设置G17XY飞机设置G18XZ飞机设置G20设置G20英国单位G22公共单位设置G22软件设置G222 G222软件设置g222软件限制设置G27 g27以定位G23软件限制设置,以检测G23软件限制对G23软件限制设置的设置取消G22软件限制设置。机械dotte steps g42刀半径和校正改进,从参考点到g30到中间点,以纠正第二个原始点。
G30刀的第二个原始点G40刀刀返回半径。
G44工具长度G49工具长度,长度为长度为G45,以取消G46刀的状态,以取消刀的状况,以减少G47刀具位置以减少G48刀的位置,以减少51次比率功能功能功能函数功能设置ONG52机械座椅标准的G54座位座位标准G55第二工作座椅系统G56第三工艺系统G57第五工作系统,用于取消G50比率功能功能功能功能功能功能功能功能功能功能功能功能功能功能功能功能功能功能功能设置。
外部改进ONG52 G70圆周循环G71圆周循环G72线段段循环g73 HI-速度喙钻石循环G74 LIFELT切割周期G76精制G777负搪瓷循环 G80 固定取消循环 G81 钻孔循环 G82 水平加工循环 G83 G84 钻孔 G84 转子切削电路 电路 电路 电路 电路 G86 搪瓷电路 G87 ENAMET 指令 指令 B ID 值设置 G92 绝对程序零点设置 G94 输入支付设置 MM/ MING95 MM/REVG98 固定循环设定每次传送及对刀 起点返回到G99固定圆和对刀处。
返回到工具的背面是在工具重新返回时返回的。
M11 工作台(B 轴)松动 M13 主轴顺时针旋转和切削液 M14 主轴逆时针旋转和切削液 M15 主行驶 M16 负向 M19 主轴定位 M30 末端记忆返回 M90 程序中断 M91 RUP 设置 M92 暂时取消存款 M93 暂时存款 M94 镜面投影 M95 镜面投影可取消作业能力,设定 M96 刀具模式重复 M97 刀具重复 拐角模态 M98 子程序
Cnc代码G.,M代码大全
CNC GM代码
一、GODE代码
G00直线快速定位
G01直线补充,切入
圆弧补充 G02(顺时针)
G03 圆弧补充(逆时针)
G04 指定时间暂停
G09确实停止检测
> G10可以编程数据输入
G15协调极塞癌
G16姿势协调线
G17 设置工作平面 X-Y
G18 设置工作平面 Y-Z
G19 设置工作平面 X-Z
2. M 指令代码
M00 暂停程序
M01 选择宫殿
M02 PROGT STOP
M03 主轴启动(顺时针)
M04 主轴启动(逆时针)
M05 主轴开关
< P> M08 处理溶液M09 处理溶液
M10 钳位打开
M11 钳位关闭
M30 结束和反转
零件坐标系指令
是零件坐标系原点指令,点d的坐标部分原点又称为 零编程。
指令格式:G50XZ
式中,X、Z 的起点为房间 X 方向零件坐标系的起点尺寸。
执行G50指令时,机床不移动,即x、z轴不移动。
在系统中。
以上参考:百度百科-CNC数控编程