加工中心G10是什么意思?还有后面L20是什么意思?
G1 0表示数据设置。示例:格式g1 0p_r_x_y_z_l:选择偏移类型,L1 0长度偏差,L1 1 长使用工具,L1 2 半径补偿工具,L1 3 半径补偿工具,L2 0为G1 1 0 G1 2 9 Auxiliary Worksirepeark。
P是选举的状态,根据L。
数控加工中心编程中g10的用法 格式 最好有个例子 谢谢
G1 0的可编程数据格式没有特定格式。坐标模式的选择是绝对编程方法(G9 0)和增加(G9 1 ),它对所有偏见G9 0或G9 1 的输入都有很大的影响,可以将其放置在程序中的任何位置,也可以彼此修改在计划段时,在任命它之前调用G1 0数据设置。
。
。
。
。
G5 4 〜G5 9 补偿工具的长度。
。
。
。
G4 3 或G4 4 (取消为G4 9 )半径偏移。
。
。
。
G4 1 或G4 2 (被取消时G4 0)胚胎格式工作G1 0L2 PXYZ G1 0L2 PXZ中央处理中心Turn L2 Central是一个固定命令,用于编辑P G5 9 地址补偿组的数量,例如G9 0G1 0L2 P1 X-4 5 0.0Y-4 5 0.0Y-3 7 5 .0 Z0 Z0 Z0 Z0 Z0将进入X-4 5 0.0Y-3 7 5 .0Z0.0至G5 4 工件
三菱系统加工中心G指令M指令分别是什么意思?
1 指令g在三菱系统加工中的含义:1 .g00:快速位置,用于快速移动到指定位置。2 .G01 :线性履行,指示机床沿着直路切割。
3 .G02 :沿时钟方向孔孔,用于处理时钟方向的电弧路径。
4 .G03 :在顺时针方向逆转弧线,用于在顺时针方向上处理电弧路径。
5 .G04 :临时停止说明,用于实施程序时停止一段时间。
6 .G09 :校准,用于在确切位置停止以确保机器的准确性。
7 .G1 0:教师设置,用于输入或修改程序参数和补偿值。
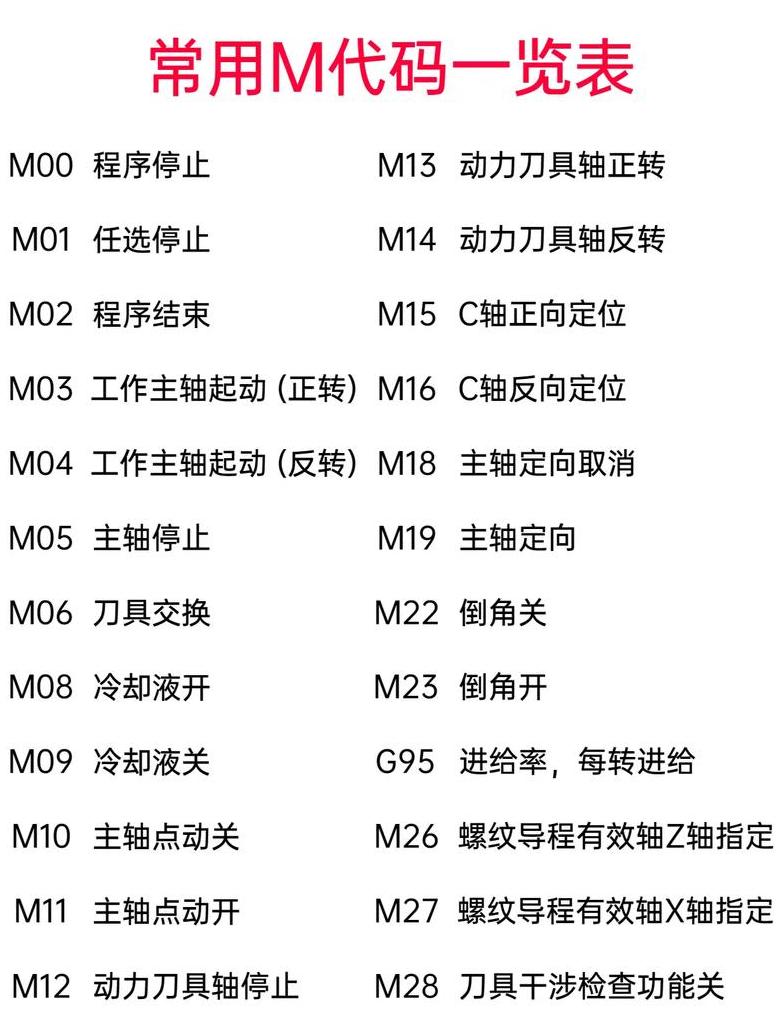
2 M. M. M.在三菱系统加工中的含义:1 .M00:程序停止,允许暂时停止该程序。
2 .M01 :选择性程序停止,允许操作员选择在特定点停止程序。
3 .M02 :程序结束,表明程序的实现结束并且CNC系统已关闭。
4 .M03 :旋转向前旋转并启动主轴以旋转时钟。
5 .M04 :主轴反向,主轴开始旋转时钟的相反方向。
6 .M05 :主轴停止,停止主轴旋转。
7 .M06 :更换工具,更换自动工具。
广泛的信息:CNC系统通过实施由支持引擎系统中问题的工作计划和指示来进行履行帐户。
支持驱动系统结合了控制订单,并将支撑引擎移动以执行机械运动。
测量系统监视机械运动的位置或速度,并将注释信息传输到控制系统以控制控制顺序。
这些组件共同使用闭环控制,以确保CNC系统的仔细操作。
参考资料来源:百度百科全书 - 米松西岛CNC