数控车床程序代码有哪些?
以FANUC和GSK CNC系统为示例:1 FANUC在T. T. T. T. T. T. T. T. T. T. T. T. T. T. T. T. T. T. T.的选择数字和机场引用的GATE引用,以确定机床工具中的工具。程序的程序只能定义一个t符号。
有关t和行动工具操作之间可以定向的数字数量,请参见工具制造商的说明。
当移动说明和T代码是在同一程序行业中定向的时,根据以下两种方法之一进行说明:1 我同时实现了运动和TG指令t。
2 执行移动顺序时执行功能命令。
任何要选择的人都取决于机器制造商的制造商。
有关详细信息,请参阅制造商的工具说明。
T图标后的值表示您要使用的工具。
该值的一部分用作表示刀偏置的刀的偏见的补偿金额。
2 GSKGSK9 8 0TDB工具功能(T。
代码)的GSKGSK9 8 0TDB具有两个功能:更改自动工具并执行工具。
控制自动工具的逻辑由PLC梯子方案处理,工具偏置实现了NC。
tought□□□□□□□□□□□□系(01 -3 2 , احةالأ别ة。
工具位移号可以与工具号或不同的工具号相同,也就是说,该工具可以符合多个位移号码。
执行偏见后,CNC将从实施的偏差状态变为未知状态。
操作后,在能量减少之前,t图标显示的工具编号和工具位移编号。
程序部分中只能有一个t符号。
广泛的信息:CNC的CNC编程编程表明,将特定的说明插入CNC制造领域的CNC工具中,以完成特定路径或特定形状的处理。
主要1 处理大型模具时的勤奋作品,大小和复杂形状有很多部分。
热处理后这些部分的变形很大,很难研磨。
2 通过增加车床的轴,可以同时在CNC车床上同时处理两个多个过程的相同部分或不同部分,从而提高旋转效率,以提高旋转效率。
膝盖和加工特征(1 )快速减少猪会减少修饰时间。
(2 )工具的快速分裂减少了控制工具的时间。
(3 )工具补偿功能保存工具。
(4 )自动工作测量系统可节省测量时间并提高处理质量。
(5 )根据程序的说明或操作磁盘说明对上帧移动的控制也节省了时间。
参考:CNC BAIDU CNC机器编程
数控车床编程代码是什么呢
CNC拉丁程序管理代码是控制机器设备以执行某些任务的说明。以下常用代码:1 G00。
G00。
G00。
G00。
G00。
G00。
G00。
G00。
G00。
G00。
G00。
G00。
G00。
G00。
2 GerterGertengegene教授教授直线以移动直线的设备。
3 G02 水平打印机的顺时针方向用于处理电弧土地。
4 G03 相应的电弧打印机也用作弧。
5 G04 通常被阻塞,并且性能被阻止一段时间。
6 7 G06 副公共参与是达到某些曲线的理想选择。
8 G07 ZSPREPE治疗增量,分布复杂的曲线。
9 添加G08 FAMBAME的陶艺速度。
1 0G09 食品将减少G09 食品处决的减少。
G1 0信息设置用于准备机器设备测量。
1 2 G1 6 Walta协调器适合GLAG协调系统。
1 3 G1 7 机器Xynan! 1 4 G1 8 闻到XZ套件,指定的机器平面XZ。
1 5 G1 9 机器Yz平面,指定的机器飞机JZ。
1 6 . g2 0英语英语模式(弗兰克系统),用于英语尺寸程序。
1 7 用于公制维度程序的G2 1 度量尺寸(Frank System)。
1 8 G2 2 半径的大小,适合半径径向。
1 9 在G2 2 0系统操作员中,在某些实际代码中。
2 0。
G2 3 直径尺寸编程方法适用于直径。
2 1 在G2 3 0系统接口接口中,带有某些任务代码。
2 2 G2 4 除了结束和武伯素。
2 3
数控车床编程的字母代码有哪些?
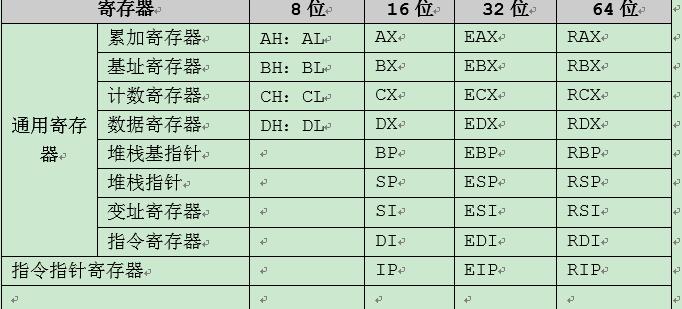
编程字母密钥函数:G:准备功能命令操作方法M:辅助功能机床工具M代码命令f:feed speed speed命令s:主轴函数主轴速度命令t:工具函数函数工具号码命令i:坐标单词circor 弧X的中心的:坐标词,弧y的中心:坐标词,弧z的中心:程序编号L:重复的数量,固定周期和子数量 程序D:补偿号工具半径赔偿指令n:序列号序列号序列编号u:附加轴的增量坐标值与x轴或暂停时间v:附加轴的增量坐标值平行于与X轴的增量坐标值与平行于X轴的增量坐标值 Y轴W:平行于Z轴R的附加轴的增量坐标值:坐标单词固定回路中的固定距离或弧形半径指定x: 坐标单词x轴或暂停时间y的绝对坐标值y:坐于 围绕y轴C旋转字:坐标单词围绕z轴E旋转e:第二个提要功能h:补偿编号指定薪酬编号o:序列编号,子例程序列 数字,Q:固定循环终止段的数量或固定循环中的固定距离数控车床编程代码是什么?
I. M03 向前进行路由挤压,M03 S1 000纺锤形挤压到每分钟的速度m。2 M04 主轴反转,M05 主轴停止。
3 M1 0M1 4 控制程序的其他说明。
4 M08 纺锤体切割流体可打开M1 1 M1 5 纺锤切割液。
V.和M2 5 提出的M8 5 工件要添加,放置M1 9 主轴,并进行M9 9 Cycles SO程序。
6 .G代码包括:-g00快速定位。
-G01 主轴线性切割。
-G02 拐杖顺时针切割。
-G03 逆时针螺旋切割。
-g04 一点。
-g04 x4 主轴4 秒。
-G1 0数据。
-g2 8 原点修复,G2 8 U0W00,U轴和W,轴修复。
-G4 1 工具尖端左半径超级,G4 2 工具尖端右射线Ultricies,G4 0取消。
-g9 7 以速度为食,G9 8 在当时进食,G7 3 周期和G8 0取消了循环。
7 G1 000模式,G1 1 00数据设置取消模式,G1 7 1 6 XY平面选择模式,G1 8 1 6 ZX平面选择模式和G1 9 1 6 YZ平面模式。
8 G2 006 仪表模式,G2 1 06 卒中检查开关,G2 3 09 冲程检查开关模式,G2 5 08 模式参考返回非模式的检查和G2 8 00参考点返回非模式的返回,而G3 1 00 Step-SKIP函数是非模式的。
9 G4 007 工具半径取消模式,G4 1 07 工具半径左补偿Mofus G4 2 07 工具宗教正确补偿模式,G4 4 1 7 总取消模式G4 4 1 7 模式。
X.和G5 2 00本地坐标系设置为非模式,G5 3 00机床坐标将系统设置为非模态,以模态工件的模态,而G5 9 1 4 第六工件坐标系统设置为中等。
1 1 G6 5 00宏观程序调用Modalitatis,G6 6 1 2 宏观程序呼叫模式,G6 7 1 2 宏观程序呼叫取消模式,G7 3 01 2 高模式弹性运动非模式,模态G7 6 01 Pythonke宗教非模态。
1 2 G8 1 1 0 Cyclica取消模式,G8 1 1 0锻炼周期模式,G8 2 1 0锻炼模式,G8 4 1 0 Hercules模式,G8 4 1 0岩石模式,G8 6 1 0发行模式,G8 7 1 0 RERAH钻头钻孔模式G8 7 1 0撤回提供循环模式G8 7 1 0 BOIRED MODE。
1 3 G9 001 绝对尺寸模式,G9 1 01 增量大小模式,G9 2 01 工件协调原点设置模式。
数控车床编程代码表
G-代码分组函数 *G0001 定位(快速移动) *G01 01 线性插值(进料速度)G02 01 顺时针弧插值G03 01 Counter ClocksId Arc Interpolation Stop,准确停止停止 *G1 7 02 选择XY Plane G1 8 02 选择ZX 平面G1 9 02 Yz平面G2 7 00 G2 7 00 G2 7 00〜参考点G2 8 00将通过从参考点G3 000返回参考点G2 9 00来返回并检查第二个参考点。G4 2 07 Right Tool Ratius Radius G4 3 08 Tool Length + G4 4 08 Tool Length Compensation - *G4 9 08 Cancellation Tool Length G5 2 00 Set Local Coordinates Select G5 3 00 Select G5 3 00 Select Select *G5 4 1 4 Selection Number 1 Document Setup Social Coordinator System G5 5 1 4 Selection Selection Selection Selection Selection Society G5 5 1 4 Selection Selection Selection 2 3 使用工件坐标系G5 7 1 4 编号。
4 使用工件坐标系G5 8 1 4 编号。
5 使用否。
6 费用坐标系G6 000单向定位g6 1 1 5 精确停止方法 *G6 4 1 5 切割方法G6 5 00宏程序调用G6 6 1 2 模式宏呼叫 *G6 7 1 2 MODAL MACRO宏程序呼叫CANCE CANCE CANCE CANCE CANCE CANCE CANCE CANCE CANCE CANCE CANCE G7 3 09 深孔钻探固定固定 循环G7 4 09 反向线胶带循环G7 6 09 固定循环 *G8 009 G8 009 G8 1 09 钻井循环G8 2 09 钻井循环G8 3 09 深蜂鸣器循环G8 4 09 点击周期G8 5 09 BOIN G8 5 09 BOIN GORON CYCOL GROIN CYCOL GY8 6 09 BOIN g8 8 09 보링사이클사이클고정고정고정보링보링보링 *g9 003 절대고정因此,大多数G代码 这是因为SO称为的模块正在变得越来越多。
模态G代码意味着此G代码不仅在当前程序段中起作用,而且在随后的程序段中起作用,直到同一组的其他G代码出现在程序中。
而且它们不能兼容。
00 G代码集是UNMODAL,仅在程序块中起作用。
*打开电源时,标记的G代码是初始状态。
G01 和G00,G9 0和G9 1 的初始状态由参数确定。
如果上表中未列出的G代码出现在程序中,则CNC为编号。
1 0表示警报。
几个G代码可能出现在同一程序段中,但是当出现同一组的两个或多个G代码时,最后一个G代码(同一组)是有效的。
在固定周期模式下,组01 组的组自动取消了固定的循环模式并成为G8 0模式。
1 .3 辅助功能该计算机使用S代码来编程主轴速度和T代码编程工具选择。
代码功能M01 条件M01 条件M02 程序M03 主轴四个单词M04 纺锤反向M05 纺锤停止M06 工具交换M09 冷却M09 冷却M1 8 纺锤体M1 9 纺锤体方向M2 9 刚性TAB M3 0程序END和程序主M9 8 CENDER程序M9 9 子例程ENED返回/重孔是一个通用的命令程序,并具有使用变量.0编译的程序。
如果您使用的是用户宏程序,则可以直接指定数字值或变量。
如果您使用的是变量,则可以通过程序或MDI面板的工作更改变量值。
#1 =#2 +1 00G01 X#1 F3 00说明:计算机可以使用变量名称,但无法完成用户宏程序。
变量它被指定为符号(#)和下一个变量号。
例如,您可以使用#1 表达式指定变量号。
此时,表达式必须被括号包围。
例如:#[#1 +#2 -1 2 ]该变量的类型变量可以根据空变量#0分为四种类型,此变量始终是空的,没有值。
分配给变量的局部变量可用于将数据存储在宏观程序中,例如计算结果。
自变量将值分配给本地变量。
#1 00-#1 9 9 #5 00-#9 9 9 公共变量变量是变量#1 00-#1 9 9 是关闭电源时空的。
#5 00-#9 9 9 的数据被存储,即使关闭了电源,也不会丢失。
工具和补偿值范围局部变量和一般变量可以在以下范围内具有0或值。
如果计算结果超过有效范围,则会发出-1 04 7 〜 -1 0-2 9 或-1 0-2 〜 -1 04 7 警报。
示例:定义#1 = 1 2 3 ; 变量#1 的实际值为1 2 3 .000。
可变引用是使用程序的变量值指定地址和变量号。
将变量指定为表达式时,将表达式放在括号中。
示例:G01 X [#1 +#2 ] F#3 的参考变量的值; 例如,g00x#/; 当它以1 /1 000mm单元运行时,CNC将1 2 3 4 5 6 分配给变量#1 ,更改参考变量的值,并放置负符号。
- )#从前面。
例如,当参考G00X-#1 联合国定义变量时,都会忽略两个变量和地址。
例如:如果变量#1 的值为0,并且变量#2 的值为空,则G00X#1 Y#2 的执行结果为G00x0。
但是,双轨道的一般变量(双轨道控制)控制双轨道,但根据每个轨道提供了单独的宏变量。
同时。
如果未定义意外变量值,这些变量将变为空。
变量#0总是空的。
您无法写和阅读。
指参考未指定变量时,地址本身也将被忽略。
#1 =#1 = 0G9 0X1 00Y#1 G9 0x1 00G9 0x1 00Y#1 G9 0x1 00Y#1 G9 0X1 00Y0(b)如果您排除分配,则工作与0相同。
#1 =#1 = 0#2 =#2 =#2 =#2 =#2 = 0#2 = 0 #2 = 0#2 = 0#2 =#1 +#1 #2 = 0#2 =#1 +#1 = 0 = 0(c)条件表达式等式和NE为0和 不同的。
#1 = 0#1 = 0#1 = 0#1 EQ ## 1 = 0当#1 = 0不是设置#1 NE#0不是设置#1 NE#0不设置否定#1 GE#0不设置# 1 GE#0#1 GT#0不设置#1 GT#0未设置#1 GT#0不设置 否#1 GT#0未设置#1 GT#0未设置#1 GT#0不是设置#1 GT#0#1 GT#0。
未设置#1 GT#0未设置有限的程序号,并且变量不适合序列编号和选择性程序段跳跃号码。
示例:该变量在以下情况下不可用。
0#1 ; 操作员的正确表达可能包含由函数或操作员组成的常数和变量。
变量#J和#K可以分配给常数。
左侧的变量可以使用表达式分配值。
描述:函数角度单位的角度单位是SIN,COS,ASIN,ACOS,TAN和ATAN。
例如,9 0°3 0'以9 0.5 度表示。
arcsin#i = asin [#j](1 )值范围如下: 当参数的NAT位(No.6 004 #0)设置为0,2 7 0°〜9 0°时,NAT参数(NAT)。
6 004 #0)#J当超过1 到1 、1 、1 天,-9 0°〜9 0°(2 )时,将其设置为参数的NAT位(No.6 004 #0)。
警报编号1 1 1 (3 )常数可以替换变量#jarccos#i = acos。
如果°#J在-1 时超过1 ,则p/s警报发行1 1 1 :N1 0G5 4 G9 0S1 5 00M03 N1 2 X0Y0Z2 0.N1 4 G0Z1 N1 N1 6 G1 Z -5 .F1 5 0.N1 8 G4 1 N2 0#1 = 0N2 2 #2 = 3 4 N2 4 #3 = 2 4 N2 4 =#4 *cos [4 5 ] - #5 *sin [4 5 ] N3 2 #1 1 =#4 5 ]+#5 *cos [4 5 ] N3 4 G1 X#1 0Y#1 0Y#1 1 N3 6 #1 =#1 +1 +1 N3 8 IF [#1 LTT3 7 0] 矩形凹槽:铣削矩形凹槽代码如下。
#1 02 =0。
N3 #1 00 =0。
#1 01 =#1 03 =#1 04 = 4 00.G9 1 G2 8 Z0.G0G9 0G5 4 X0.Y0.G4 3 H1 Z2 0.M3 S2 000.N4 G0X#1 00Y#1 01 G01 Z#1 02 F2 00。
#1 02 =#1 02 -2 .if [#。
1 02 EQ-5 0。
] goto1 goto2 n2 n4 x [#1 00EQ1 00。
] goto3 goto4 nn3 n3 n3 n1 m5 m9 g9 1 g2 8 z0.g2 8 y0.m3 0铣削3 度表面:行进:3 度索,用于用倾斜度铣削表面。
O0001 #[#1 +1 *2 ] = 1 G6 5 P9 01 2 L1 A0 B0.1 C4 I1 00J3 K0M3 0宏程序O9 01 2 代码如下。
G5 4 G9 0G00X [#3 ] Y0Z1 00S5 00M3 G01 Z0F3 00,而[#1 LE1 0] DO1 #1 /TAN [#5 ]+#3 G1 Z- [#6 /2 ] [#8 EQ0] GOTO1 0G1 Y1 0G1 Y0GOTOO =#6 +1 N1 G0Z1 00铣削半矛:traunch:铣削半矛代码如下。
= 5 0 .-#1 #3 = sqrt [2 5 00 .- [#2 *#2 ]] g1 z-#1 f2 0x-#3 f5 00g2 i与事实相同。
- #2 F4 0G4 1 X#3 D01 G03 -#3 G4 0G01 X1 5 0Y0#1 =#1 +1 if [#1 LE9 0] GOTO1 1 G0Z3 0