cnc加工中心完整的镗孔程式怎么写?
O0001; 5; 主轴停止G28G91Z0;CNC数控加工程式中的各种字母符号的含义
CNC CNC处理技术中的G代码主要用于控制机床的运动和处理。G00代表快速运动,适合定位; G04用于打破,以便刀可以准确停止。
G17,G18和G19分别选择XY,ZX和YZ飞机以满足不同的治疗需求。
G27和G28用于返回和检查参考点和返回参考点,以确保治疗的准确性。
G29和G30用于从参考点返回,G30返回第二个参考点,该参考点适用于处理复杂零件。
G40,G41和G42中断工具的无线电补偿,而G43和G44弥补了正和负工具的长度。
G49用于中断刀的长度并确保治疗精度。
G52指定了本地坐标系,G53选择机床坐标系,而G59的G54使用不同的工件 - 坐标系统来促进不同零件的处理。
G60和G61用于单个方向定位和准确的停止,G64设置了切割方法。
宏顺序调用通过G65和G66实现,G67用于中断宏观的宏选择。
G73,G74和G76代表固定周期,具有深度钻孔,反线程攻击和精制镗,G80,G81,G81,G82,G83,G83,G83,G85,G85,G87,G87,G87,G87,G87,G87,G88,G88,G88,G88,G89分别固定自行车,确保治疗过程有效且准确。
G90和G91表示绝对值并增加了值指令方法,这对于零方便。
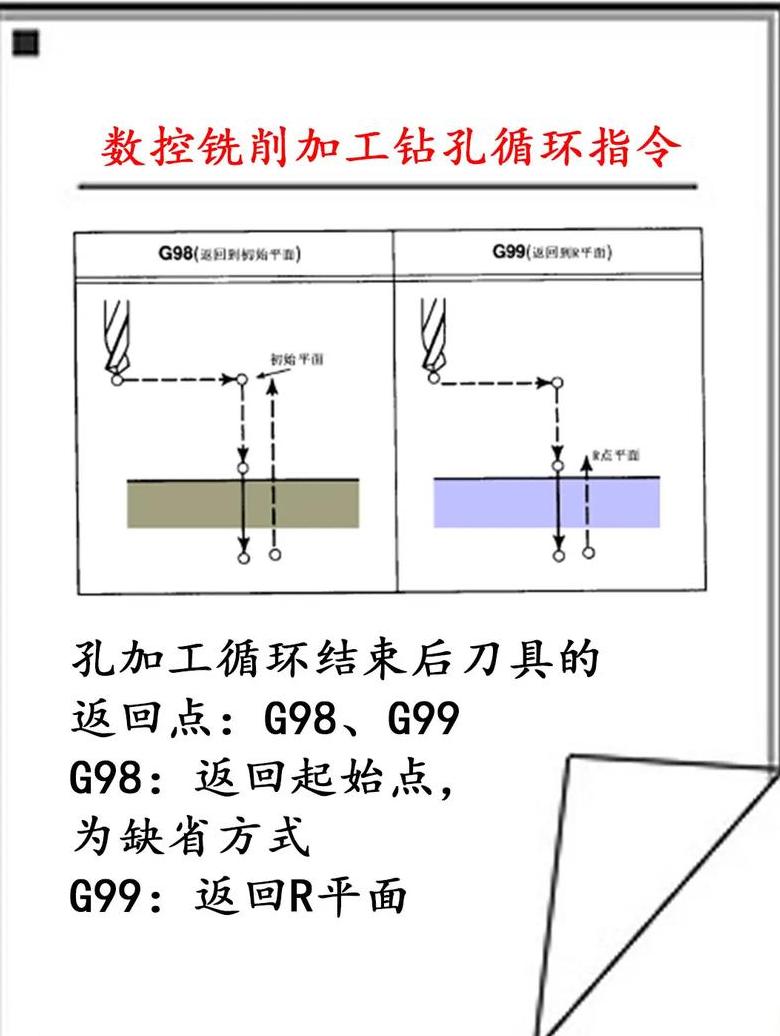
G98和G99用于修复周期并返回原始点和R点,以确保处理路径的准确性。
M代码检查机床的帮助故障功能,例如M00停止程序,M01条件停止,M02 END程序,M03,M04和M04和M04和M05分别检查正旋转,反转和主轴的停止。
工具交换。
执行子例程。
求一段完整的cnc钻孔带攻丝程式啊
在CNC钻井和敲击程序中,首先使用中心钻头进行定位。该程序如下:G91G28Z0G17G49G40G40T1M6G90G54G54G0X0Y0M3S1000GH3H1Z5H3H1Z50M8G0Z10G98G81X在完成0y0z-1f100的0y0z-1f100(指定孔位置)的中心钻孔后,使用钻孔进行5.0钻头, 该过程如下:G80G0Z50M9M5G91G28Z0T2M6G90G54G0X0X0Y0M3S700G43H2Z 50M8G98G83Z-10.R1Q2F60G60G60G80G80G80G80G0G0M9M5G91G28Z0下一步Y0M3S1000G43H3Z50M8 G98G84Z-10.R1F1000G80G80G0Z50M9M5G91G28Z0最终执行程序END命令:Y0M30 Y0M30整个钻孔和敲击过程是通过该过程实现的 上面的程序代码。
需要根据实际情况来调整参数,以满足特定的需求。
求cnc手动程式设计,用8毫米铣刀铣一个R5的内孔,要螺旋下刀怎么编?
C手册程序设计搜索,用8mm铣刀开发R5内孔,如何制作螺旋刀? 1---可以选择一般减少斜角插入的铣刀形状--然后做最后的平面 2--选择全圆路径磨铣 3--选择全圆路径--灵磨8mm R5(直径10) 很简单。
G1x0Y30G2I0J-30Z-1 最后一句在平坦电路上可以从 G2 到 -10G2I0J-30。
使用螺旋刀如下: Simon 子系统:R1 = 0.5 SPORAL SWORD Z VALUE BB:G02X5Y0Y0I -5J0Z = -R1F3000 程序 P> 铣削 100 个内孔,20mm 铣刀,10 深度。
如何使用子程序制作需要大型铣刀 使用大型铣刀。
最好是40。
使用两个程序,一主程序,一子程序。
主范围一次5点,子程序编译。
最好用钻头在底刀上钻一个20分的孔,以便下刀。
以光圈为原点。
组装时被刀击中。
利用百分比表测量机床的反差,然后对数控系统进行补偿。
查明插补轴增益是否相同,减速时间是否相同,适当设置定位位置(速度加速时间可适当延长),以减少残值。
该设备的编程手册有详细的解释。
还是螺旋线? 只有Frank 3i系统有此功能。
刀应设置在安全高度。
C铣床6毫米铣刀,磨削深度34mm,回转量(铝)
要看是什么刀具,切削铝的速度高不高没有关系,合金刀1万左右。
CNC宏程序 求指教。
1。
首先,处理轴30的长半,短半,20,椭圆。
缝这个椭圆。
2。
主椭圆公式为x^2/a^2+y^2/b^2 = 1(a> b> 0)专注于X。
通过cosx = x b乘以sinx = y。
#是机床编程中的一种编程语言。
3。
通常分为两种变量,这意味着某些数字意味着它们会更改。
N.
4,o0001程序的名称T01M6更改1刀G90G54G00X0M0M0M0M0M0M03S3000纺锤体的旋转。
5。
而---- don -------- endn是循环的固定格式。